Що таке трапецеїдальне різьблення? Різьбові з'єднання Номінальні розміри трапецеїдального різьблення.
Деталі в машинах, механізмах, приладах, а також апаратах та спорудах якимось чином з'єднані один з одним. Ці з'єднання виконують різні функції, і поділяються, в першу чергу, на два типи: рухомі та нерухомі.
З'єднання нерухоме - з'єднання деталей, що забезпечує незмінність їх взаємного становища під час роботи. Наприклад, зварні, з'єднання за допомогою кріпильних виробів та ін З'єднання рухоме - з'єднання, при якому деталі мають можливість відносного переміщення в робочому стані. Наприклад, зубчасте з'єднання.
Нерухомі та рухомі з'єднання, у свою чергу, поділяються на роз'ємні та нероз'ємні залежно від можливості демонтажу з'єднання.
З'єднання нероз'ємне — з'єднання, яке не можна роз'єднати без порушення форми деталей або їх елемента, що з'єднує. Наприклад, з'єднання зварне, паяне, заклепувальне та ін.
Роз'ємне з'єднання — з'єднання, яке можна багаторазово роз'єднувати і з'єднувати, не деформуючи при цьому ні деталі, що з'єднуються, ні кріпильні. Наприклад, різьбове з'єднання болтом, гвинтом, клинове, шпонкове, зубчасте, та ін.
Ця стаття присвячена огляду різьбових з'єднань, з різноманітністю яких доводиться досить часто стикатися у повсякденному житті.
Різьбове з'єднання – з'єднання деталей за допомогою різьблення. Всі знають, що таке різьблення, всі її бачили. Багатьом також відомо, що різьблення відрізняються між собою, оскільки вони мають різні розміри, крок і так далі. Однак не багато хто уявляє, чим це регламентовано, а також що існує не тільки звичне для нас метричне різьблення циліндричної форми, а й багато інших її видів.
1. Поняття різьблення
Різьбленням називається поверхня, утворена при гвинтовому русі плоского контуру по циліндричній або конічній поверхні, іншими словами, спіраль з постійним кроком, утворена на цій поверхні.
Малюнок 1 - Різьблення
За призначенням різьби діляться на кріпильні (у нерухомому з'єднанні) та ходові або кінематичні (у рухомому з'єднанні). Часто кріпильні різьблення несуть у собі другу функцію - ущільнення різьбового з'єднання, забезпечення його герметичності, такі різьблення називаються кріпильно-ущільнювальними. Ще існують спеціальні різьблення, які мають спеціальне призначення.
Залежно від форми поверхні, за якою нарізається різьблення, вона може бути циліндричною або конічною.
Залежно від розташування поверхні різьблення може бути зовнішньою (нарізана на стрижні) або внутрішньою (нарізана в отворі).
Залежно від форми профілю розрізняють різьблення трикутне, трапецієподібне, прямокутне, кругле, спеціальне.
Трикутне різьблення підрозділяється на метричне, трубне, конічне дюймове, трапецієподібне різьблення — на трапецеїдальне, завзяте, завзяте посилене.
За величиною кроку розрізняють різьблення велике, дрібне і спеціальне.
За кількістю заходів різьблення поділяються на однозахідні та багатозахідні.
У напрямку гвинтової лінії розрізняють різьблення праве (нитка різьблення нарізається за годинниковою стрілкою) і ліву (нитка різьблення нарізається проти годинникової стрілки).
На малюнку 2 вся класифікація різьблень представлена у вигляді діаграми:

Малюнок 2 - Класифікація різьблення
Крім вищезгаданої класифікації всі різьблення поділяються на дві групи: стандартні та нестандартні; у стандартних різьблень їх параметри визначаються ГОСТами. Основні параметри різьблення визначено ГОСТ 11708-82. Це звані стандартні різьблення загального призначення. Крім них, існує поняття спеціального різьблення. Спеціальні різьблення - це різьблення зі стандартним профілем, але відрізняються від стандартних розмірівдіаметра або кроку різьблення, та різьблення з нестандартним профілем. Нестандартні різьблення – квадратне та прямокутне – виготовляються за індивідуальними кресленнями, на яких задані всі параметри різьблення. (Докладніше у розділі 5. Експлуатаційне призначення різьблення та його застосування).
3. Профілі та параметри різьблення
Профілі різьблення характеризуються наступними особливостями:
. метричне різьбленнямає профіль як рівностороннього трикутника з кутом при вершині 60°. Виступи та западини різьблення притуплені (ГОСТ 9150-2002).
Метричне різьблення буває циліндричною та конічною.

. трубне різьбленнямає профіль у вигляді рівнобедреного трикутника з кутом при вершині 55 °. Трубне різьблення також може бути циліндричною та конічною.


. конічна дюймова різьбамає профіль як рівностороннього трикутника.

Різьблення дюймова конічна
. кругле різьбленнямає профіль у вигляді півкола.

. трапецеїдальне різьбленнямає профіль у вигляді рівнобічної трапеції з кутом 30 ° між бічними сторонами.

. наполегливе різьбленнямає профіль не рівнобічної трапеції з кутом нахилу робочої сторони 3 ° і неробочої - 30 °.

. прямокутне різьбленнямає профіль у вигляді прямокутника. Різьблення не стандартизовано.

Різьблення прямокутне нестандартне
Параметри різьблення
Основними параметрами різьблення вважаються:
Діаметр різьблення(d) — діаметр поверхні, на якій буде утворено різьблення.

Малюнок 3 - Зовнішній діаметр
Крок різьби(Р) - відстань по лінії, паралельної осі різьблення між середніми точками найближчих однойменних бічних сторін профілю різьблення, що лежать в одній осьовій площині по одну сторону від осі обертання (ГОСТ 11708-82).
Хід різьблення(Рh) - відносне осьове переміщення деталі з різьбленням за один оборот (360 °), що дорівнює добутку nР, де n - число заходів різьблення. У однозахідного різьблення хід дорівнює кроку. Різьблення, утворене рухом одного профілю, називають однозахідним, утворене рухом двох, трьох і більш однакових профілів, називають багатозахідним (двох-, тризахідний і т. д.). Інакше кажучи, на болті та гайці одночасно нарізають не одну спіраль, а дві чи три. Багатозахідне різьблення часто застосовують у високоточному обладнанні, наприклад, у фототехніці, щоб однозначно позиціонувати положення деталей при взаємному обертанні. Таке різьблення можна відрізнити від звичайного за двома або трьома початками витків на торці.

Малюнок 4 — Крок різьблення та хід різьблення
Різьблення характеризують три діаметри: зовнішній d(D), внутрішній d1(D1) і середній d2(D2). Діаметри зовнішнього різьблення позначають d, d1 і d2, а внутрішнього різьблення в отворі - D, D1 і D2.

Рисунок 5 - Діаметри різьблення
- зовнішній (номінальний) діаметр d (D) - діаметр уявного циліндра, описаного навколо вершин зовнішньої (d) або западин внутрішнього різьблення (D). Цей діаметр для більшості різьблень є визначальним і входить до умовного позначення різьблення;
- середній діаметр d2(D2) - діаметр циліндра, що утворює якого перетинає профіль різьблення таким чином, що її відрізки, утворені при перетині з канавкою, дорівнюють половині номінального кроку різьблення;
- внутрішній діаметр d1 (D1,), діаметр циліндра, вписаного у западини зовнішньої (d1,) або вершини внутрішньої різьби (D1).
Побудова гвинтової поверхні на кресленні — тривалий і складний процес, тому на кресленнях виробів різьблення зображується умовно, відповідно до ГОСТ 2.311-68.

Рисунок 6 — Приклад зображення різьблення на стрижні та в отворі
4. Позначення різьблення
Позначення різьблення зазвичай включає в себе буквене позначеннятипу різьблення та номінальний діаметр. Додатково в позначенні можуть бути наведені крок різьблення (або TPI - threads per inch - число витків на дюйм), число заходів для багатозахідного різьблення, діаметр отвору під різьблення, напрямок (лівий, правий).
Метричне різьблення- з кроком та основними параметрами різьблення у міліметрах. Має широке застосування з номінальним діаметром від 1 до 600 мм та кроком 0,25 до 6 мм. Різьблення метричне є основним кріпильним різьбленням. Це різьблення однозахідне, переважно праве, з великим або дрібним кроком. До позначення метричного різьблення входять буква М та номінальний діаметр різьблення, причому великий крок не вказують: М5; М56. Для різьблення з дрібним кроком додатково вказують крок різьблення М5×0,5; М56×2. В кінці умовного позначеннялівого різьблення ставлять літери LH, наприклад: М5LH; М56×2 LH. У позначенні різьблення вказують клас точності: М5-6g.

Приклад позначення:
М 30 - метричне різьблення із зовнішнім діаметром 30 мм і великим кроком різьблення;
М 30×1,5 — метричне різьблення із зовнішнім діаметром 30 мм, дрібним кроком 1,5 мм.
Хоч метричні різьблення і не знайшли широкого застосуванняв з'єднаннях, що ущільнюються, проте така можливість закладена в стандарти. Це різьблення метричні конічна та циліндрична.
Метричне конічне різьбленнявиконується з конусністю 1:16 та номінальним діаметром від 6 до 60 мм за ГОСТ 25229-82 (СТ РЕВ 304-76). Вона призначається для конічних різьбових з'єднань, що самоущільнюються, а також для з'єднань зовнішньої конічної різьби з внутрішнім циліндричним різьбленням, що має номінальний профіль за ГОСТ 9150-2002. До позначення метричного конічного різьблення входять вид різьблення (літери МК), номінальний діаметр різьблення, крок різьблення. Наприкінці умовного позначення лівого різьблення ставлять літери LH.
Приклад позначення:
МК 30×2 LН - ліве метричне конічне різьблення із зовнішнім діаметром 30 мм, кроком різьблення 2 мм.
Метричне циліндричне різьблення (з профілем)заснована на метричній різьбі (М) з номінальним діаметром від 1,6 до 200 мм та кутом профілю при вершині 60°. Головна її відмінність у гвинті, який має збільшений радіус западини на різьбленні (від 0,15011P до 0,180424P), що надає різьбовому з'єднанню на основі метричного метричного різьблення більш високі жаростійкі та втомні якості. Позначається метричне циліндричне різьблення літерами MJ, далі йде числове значення номінального діаметра різьблення в міліметрах, числове значення кроку, поле допуску середнього діаметра та поле допуску діаметра виступів.
Внутрішнє різьблення MJ сумісне із зовнішнім різьбленням M при збігу номінального діаметра і кроку, тобто в гайку з таким різьбленням можна закрутити звичайний метричний гвинт.
Приклад позначення:
MJ6×1-4h6h - зовнішнє різьблення на поверхні валу з номінальним діаметром 6 мм, кроком 1 мм, полем допуску середнього діаметра 4h і полем допуску діаметра виступів 6h.
Відмінності дюймового різьблення від метричної в тому, що кут при вершині різьблення у них становить 55 градусів для стандартів британців BSW (Ww) і BSF або 60 градусів (як і в метричній) в американській системі (UNC та UNF), а крок різьблення обчислюється як співвідношення числа витків різьблення на дюйм довжини різьблення. Поєднати метричні та дюймові різьблення неможливо, тому в країнах з метричною системою застосування знаходять тільки трубні дюймові різьблення.
У дюймового різьблення всі параметри різьблення виражені в дюймах (найчастіше позначається подвійним штрихом, що ставиться відразу за числовим значенням, наприклад, 3 » = 3 дюйми), крок різьблення в частках дюйма (дюйм = 2,54 см). Для трубного дюймового різьблення розмір у дюймах позначає не величину різьблення, а умовний просвіт у трубі, тоді як зовнішній діаметрнасправді значно більше. Особливістю трубного різьбленняє саме той факт, що вона враховує товщину стінок труби, які можуть бути товстішими або тоншими в залежності від матеріалу виготовлення та робочого тиску, на який розраховані труби. Тому дюймовий стандарт трубних різьблень зрозумілий і прийнятий у всьому світі як виняток із метричних правил.
Діаметри дюймових різьблень - це не єдиний параметр, який важливий при виборі труб. Необхідно враховувати: глибину різьблення, крок різьблення, зовнішній та внутрішній діаметр, кут профілю різьблення. Варто звернути увагу, що крок різьблення в цьому випадку розраховується не в дюймах і навіть не в міліметрах, а в нитках. Під ниткою розуміється нарізана канавка. Тому розрахунок ведеться виходячи з того, що канавок нарізано на одному дюймовому мірному відрізку труби. Скажімо, звичайні водопроводи мають лише два різновиди кроку різьблення: на 14 ниток, що відповідає метричному кроку на 1,8 мм, і на 11 ниток — метричний крок у 2,31 мм.
У Таблиці 2 наведені основні відмінності «дюймової» і «трубної» циліндричних різьблень щодо «метричної» різьблення для найбільш поширених розмірів вищезазначених різьблень.

Різьблення, позначені *по можливості не застосовувати.
Звичайно, такі своєрідні стандарти розрахунку діаметра і кроку тільки вносять сум'яття у визначення необхідних величин. Тому були розроблені таблиці для визначення числа ниток та діаметра труб за наявності дюймового різьблення. Крім того, на будь-якій упаковці завжди вказано її значення та стандарт. Але все одно дані мають приблизний характер, і ніколи не варто виключати можливу похибку.

*При визначенні розміру перевагу необхідно надавати значенням ряду 1.
Має профіль у вигляді рівнобедреного трикутника з кутом при вершині 55°, вершини та западини округлені (ГОСТ 6357-81).

Умовне позначення різьблення складається з літери G, позначення номінального діаметра різьблення в дюймах і класу точності середнього діаметра. Для лівого різьблення позначення доповнюється літерами LH.
Приклад позначення:
G 1 1/2-A - трубне циліндричне різьблення з розміром 1 1/2», клас точності А;
1/4-20 BSP - трубне циліндричне різьблення Витворта за стандартом B. S.93 (Англія).
має профіль, аналогічний профілю різьблення трубної циліндричної. Можливе з'єднання труб, що мають конічне різьблення (конусність 1:16), з виробами, що мають трубне циліндричне різьблення ГОСТ 6211-81.

Умовне позначення різьблення складається з букв R розміру номінального діаметра в дюймах. Позначення Rc використовують для трубної конічної внутрішньої різьби. Умовне позначення лівого різьблення доповнюється літерами LH.
Приклад позначення:
R 1 1/2 - різьба трубна конічна зовнішня з розміром 1 1/2»;
R 1 1/2 LH - різьба трубна конічна зовнішня ліва;
Rс 1/2 - різьблення трубне конічне внутрішнє;
BSPT 1 1/2 -різьблення конічна трубна внутрішня за стандартом B. S.93(Англія).
З кутом профілю 60 ° ГОСТ 6111-52 нарізається на конічній поверхні з конусністю 1:16.

Позначення складається з літери К та розміру різьблення в дюймах із зазначенням розмірності, наноситься на полиці лінії-виноски, як і у трубних різьблень. Приклад позначення:
До 3/4″ згідно з ГОСТ 6111-52. 3/8-18 NPT позначення ANSI/ASME B 1.20.1 (США).
Служить передачі руху і зусиль. Профіль трапецоїдальної різьби - рівнобока трапеція з кутом між бічними сторонами 30 °. Для кожного діаметра різьблення може бути однозахідним і багатозахідним, правим і лівим ГОСТ 9484-81.
Основні розміри, діаметри, кроки, допуски однозахідного різьблення стандартизовані відповідно до ГОСТ 24737-81, 24738-81, 9562-81. Для багатозахідного різьблення ці параметри перебувають у ГОСТ 24739-81.
Умовне позначення однозахідного різьблення складається з букв Тr, значення номінального діаметра різьблення, кроку, поля допуску.
Приклад позначення:
Тr 40×6-8е — трапецеїдальне однозахідне зовнішнє різьблення діаметром 40 мм з кроком 6 мм; Тr 40×6-8е-85 - те ж довжина згвинчування 85 мм;
Тr 40×6LH-7Н - те саме для внутрішньої лівої.
До умовного позначення багатозахідного різьблення додається числове значення ходу:
Тr 20×8(Р4)-8е — трапецеїдальне багатозахідне зовнішнє різьблення діаметром 20 мм з ходом 8 мм і кроком 4 мм.
Має профіль нерівнобічної трапеції. Впадини профілю закруглені, для кожного діаметра є три різні кроки. Служить передачі руху з великими осьовими навантаженнями ГОСТ 10177-82.
Завзяті різьблення позначаються літерами S, потім вказують номінальний діаметр різьблення в міліметрах, крок різьблення (хід і крок, якщо це різьблення багатозахідне), напрям різьблення (для правої різьблення не вказують, для лівої літерами LH), і клас точності різьблення.
Приклад позначення:
S 80×10 — упорне різьблення однозахідне із зовнішнім діаметром 80 мм і кроком 10 мм;
S 80×20(Р10) — упорне різьблення двозахідне із зовнішнім діаметром 80 мм, ходом 20 мм і кроком 10 мм.
Спеціальне різьбленнязі стандартним профілем, але нестандартним кроком чи діаметром, позначають: Сп М40×1,5 — 6g.
Різьблення прямокутне (квадратне). Різьблення з прямокутним (або квадратним) нестандартним профілем, тому всі її розміри вказуються на кресленні. Застосовується передачі руху важко навантажених рухомих різьбових сполук. Зазвичай виконується на вантажних та ходових гвинтах.
Має профіль, отриманий поєднанням двох дуг одного радіусу. ГОСТ 13536- 68 визначає профіль, основні розміри та допуски круглого різьблення. Це різьблення застосовують для шпинделів вентилів змішувачів та туалетних кранів ГОСТ 19681-94 та водопровідних кранів. Передбачено лише один діаметр d = 7 мм та крок Р = 2,54 мм.
Приклад позначення:
Кр 7×2,54 ГОСТ 13536-68, де 2,54 - крок різьблення в мм, 12 - номінальний діаметр різьблення в мм.
Аналогічний профіль має різьблення кругле (але для діаметрів 8 ... 200 мм) по СТ СЭВ 3293-81, введеному в дію безпосередньо в якості Державного стандарту. Різьблення застосовується для гаків підйомних кранів, а також в умовах впливу агресивного середовища.
Приклад позначення:
Rd 16 - різьблення кругле із зовнішнім діаметром 16 мм; Rd 16LH - різьблення кругле з діаметром 16 мм, ліве.
5. Експлуатаційне призначення різьблення та його застосування
Різьбові з'єднанняшироко поширені в машинобудуванні (у більшості сучасних машин понад 60% всіх деталей мають різьблення). за експлуатаційному призначеннюрозрізняють різьблення загального застосування і спеціальні, призначені для з'єднання одного типу деталей певного механізму. До першої групи належать різьблення:
1.) Кріпильні- метрична, дюймова, що застосовуються для роз'ємного з'єднання деталей машин. Основне їх призначення - забезпечення повне та надійне з'єднаннядеталей при різних навантаженнях та при різному температурному режиміу процесі тривалої експлуатації.
2.) Ходовіабо кінематичні - трапецеїдальнаі прямокутна , що застосовуються для ходових гвинтів, гвинтів супортів верстатів та столів. вимірювальних приладіві т. п. Основне їх призначення - забезпечення точного переміщення при найменшому терті, а для прямокутного різьблення також виключення самовідгвинчування під дією прикладеної сили; Завзята (у пресах і домкратах) і кругла, призначені для перетворення обертального руху на прямолінійне переміщення. Вони сприймають великі зусилля за порівняно малих швидкостях руху. Основне їх призначення - забезпечення плавності обертання та високої здатності навантаження (для точних мікрометричних приладів застосовують метричне різьблення підвищеної точності). Кругле різьблення широко застосовується для водопровідних кранів за ГОСТ 20275-74 та в таких елементах як змішувачі, крани, вентилі, шпинделі за ГОСТ 19681-94 (Арматура санітарно-технічнаводорозбірна).
3.) Кріпильно-ущільнювальні (Трубні та арматурні) - трубна циліндричната конічна , метрична дюймовата конічна , що застосовуються для трубопроводів та арматури, основне їх призначення - забезпечення герметичності з'єднань (без урахування ударних навантажень) при невисоких тисках.
Трубне циліндричне різьблення за ГОСТ 6357-81 застосовують на водогазопровідних трубах, частинах для їх з'єднання (муфтах, косинцях, хрестовинах і т. д.), трубопровідної арматури(Засувки, клапани і т. д.).
Трубне конічне різьблення за ГОСТ 6211-81 застосовують у з'єднаннях труб при великих тисках і температурі (у вентилях і газових балонах), коли потрібна підвищена герметичність з'єднання.
Віднесена до другої групи, спеціальне різьбленнямає спеціальне призначення та застосовується в окремих спеціалізованих галузях виробництва. До них можна віднести такі:
1.) метричне туге різьблення- різьблення, виконане на стрижні (на шпильці) та в отворі (в гнізді) за найбільшими граничними розмірами; призначена для утворення різьбових з'єднань із натягом.
2.) метричне різьблення із зазорами- різьблення, необхідне для забезпечення легкої свинчування та розгвинчуваності різьбових з'єднань деталей, що працюють при високих температурах, коли створюються умови для схоплювання (зрощування) окисних плівок, якими покрита поверхня різьблення.
3.) годинне різьблення (метричне)- різьблення, що застосовується у годинниковій промисловості (діаметри від 0,25 до 0,9 мм).
4.) різьблення для мікроскопів- різьблення, призначене для з'єднання тубуса з об'єктивом; має два розміри:
4.1) дюймова - діаметр 4/5"" (20,270 мм) та крок 0,705 мм (36 ниток на 1"");
4.2) метрична - діаметр 27 мм, крок 0,75 мм;
5) окулярне багатозахідне різьблення- Рекомендована для оптичних приладів; профіль різьблення - рівнобічна трапеція з кутом 60 °.
Експлуатаційні вимоги до різьблення залежать від призначення різьбового з'єднання. Спільними для всіх різьблень є вимоги довговічності та свинчуваності без припасування незалежно виготовлених різьбових деталей при збереженні експлуатаційних якостей з'єднань. Резюмуючи коротко основні різьби, що застосовуються за експлуатаційним призначенням, можна вивести у вигляді наступної таблиці:

6.Визначення розміру різьблення
Як правило різьблення на різних фітингах виглядає схоже що ускладнює візуальне визначеннятипу різьблення. Різьблення на фітингах визначається шляхом виміру основних параметрів різьбоміром і штангенциркулем та порівнянням отриманих результатів з таблицею різьблення.

Рисунок 7 — Вимірювання параметрів різьблення
Існує два види різьбомірів: з клеймом М 60о - для метричних різьблень з кутом профілю 60о і з клеймом Д 55о - для дюймового і трубного різьблення з кутом профілю 55о. На кожному гребінці різьбомера для метричних різьблень вибита цифра, що вказує крок різьблення в мм для дюймових і трубних різьблень — число кроків на довжині 25,4 мм (1» = 25,4 мм).
7.Способи нарізування різьблення
Основними методами виготовлення різьблення є:
- нарізування їх різцями та гребінками на токарних верстатах;
- нарізання мітчиками плашками різьбонарізними головками;
- холодне та гаряче накочування за допомогою плоских або круглих накатних плашок;
- фрезерування за допомогою спеціальних різьбових фрез;
- шліфування абразивними колами.
Вибір методу отримання різьблення залежить від типу виробництва розмірів різьблення її точності матеріалу заготівлі і т.д.

Малюнок 8 - Різьбонарізний інструмент
1.Нарізання різьблення різцями. За допомогою різьбових різців та гребінок на токарно-гвинторізнихверстатах нарізають різьблення як зовнішню так і внутрішню (внутрішнє різьблення починаючи з діаметра 12 мм і вище). Спосіб нарізання різьблення різцями характеризується відносно невисокою продуктивністю тому в даний час він застосовується в основному в дрібносерійному та індивідуальному виробництві а також при створенні точних гвинтів калібрів ходових гвинтів і т. д. Перевагою цього способу є простота різального інструменту і порівняно висока точність різьби.
2.Нарізання різьблення плашками та мітчиками. Плашки за своїм конструктивним особливостямділяться на круглі та розсувні. Круглі плашки, що застосовуються на монтажних заготівельних та інших роботах, призначені для нарізування зовнішньої різьби діаметром до 52 мм в один прохід. Для більшого різьблення застосовують плашки особливої конструкції, які фактично служать лише для зачистки різьблення після попереднього нарізування її іншими інструментами. Розсувні плашки складаються з двох половин, що поступово зближуються в процесі різання. Мітчик є сталевим стрижнем з різьбленням розділений поздовжніми прямими або гвинтовими канавками утворюючими ріжучі кромки. Ці канавки служать для виходу стружки. За способом застосування мітчики поділяються на ручні та машинні.
3. Накочування різьблення. Основний промисловий метод виготовлення різьблення нині - накатка на спеціальних різьбонакатних верстатах. Деталь затискається в лещатах. В цьому випадку при великій продуктивності забезпечується отримання високої якості виробу (форми розмірів та шорсткості поверхні). Процес накочування різьблення полягає у створенні різьблення на поверхні деталі без зняття стружки за рахунок пластичної деформації поверхні оброблюваної деталі. Схематично це так. Деталь прокочують між двома плоскими плашками або циліндричними роликами, що мають різьбовий профіль і на стрижні видавлюється різьблення такого ж профілю. Найбільший діаметр різьби, що накатується, 25 мм найменший 1 мм; довжина різьби, що накочується, 60...80 мм.
4.Фрезерування різьблення. Фрезерування зовнішньої та внутрішньої різьблення проводиться на спеціальних різьбофрезерних верстатах. У цьому випадку гребінчаста фреза, що обертається, при радіальній подачі врізається в тіло деталі і фрезерує різьблення на її поверхні. Періодично відбувається осьове переміщення деталі або фрези від спеціального копіра на величину рівну кроку різьблення за час одного обороту деталі.
5. Шліфування точного різьблення. Шліфування як спосіб створення різьблення застосовується головним чином для отримання точного різьблення на порівняно коротких різьбових деталях наприклад різьбових пробках - калібрах різьбових роликах і т. д. Суть процесу полягає в тому, що шліфувальне коло розташоване до деталі під кутом підйому різьблення при швидкому обертанні і одночасно повільному обертанні деталі з подачею вздовж осі на величину кроку різьблення за один оборот вирізує (вилифовує) частину поверхні деталі. Залежно від конструкції верстата та інших факторів різьблення шліфується за два-чотири і більше проходу.
8. Типи іноземних різьблень
У світі застосовується кілька заслужених шановних стандартів таких країн, як Великобританія (BS), Німеччина (DIN), Франція (NF), Японія (JIS), США (UNC). Основними причинами їх відмінності між собою є традиційно різні системи заходів та способи завдання розмірів різьблення різних країнаха також особливі галузі застосування різьблень. Проте за минуле століття сильно затвердив свої позиції у світі метричний стандарт ISO – International Organization for Standardization (Міжнародна Організація зі Стандартизації), що у свою чергу сприяло взаємному розумінню технічних фахівців.
До найпоширеніших типів іноземних різьблень відносяться:
- Метрична ISO
- Різьблення Вітворта (Whitword Thread)
- Трапецієдавальне різьблення
- Круглі різьблення
- Наполегливе різьблення
Наведена зведена таблиця описує відповідність більш ніж двадцяти видів різьблення (загальномашинобудівного нафтового та газового сортаментів), і відсилає до нормативно-технічних документів вітчизняним та зарубіжним регламентуючим цю сферу. 




Оскільки вищезгадана Таблиця 8 дає лише загальне уявлення про достаток різного видурізьблення і документів, що їх регламентують, а великий обсяг даних не дозволяє повною мірою зіставити і порівняти різьблення вітчизняних і зарубіжних стандартів розглянемо для прикладу відповідність різних типівтрикутної різьби яка найчастіше зустрічається у загальному машинобудуванні.

та муфти до них. Технічні умови"
ОСТ НКТП 1260 «Різьба дюймова з кутом профілю 55 градусів»
У механізмах, де необхідно перетворити обертання на поступальний рух використовують . Крім своєї перетворювальної функції, дане різьблення може витримати підвищені навантаження. Це затребуваний тип різьблення у важливих вузлах механізмів, верстатах. Можна спостерігати принцип дії даного різьблення при загортанні гвинтів, коли обертання гвинта змушує його переміщатися в лінійному напрямку. Зусилля, що прикладається для перетворення руху, залежить від кута профілю, кроку різьблення та матеріалу деталі.
Назва різьблення від подібності до трапеції.
Телефон для зв'язку: WhatsApp.
Основні характеристики різьблення трапецеїдального
Форма трапеції утворюється кутом профілю різьблення. В даному типі кут профілю може знаходитися в межах 15 - 40 градусів.
У робочому процесі різьблення може викликати надмірне тертя. На цей фактор впливають кут профілю, тип мастила та використаний матеріал. Радіальні зазори в трапецеїдальному різьбленні, можна виявити, маючи різьблення посередині діаметра.
Трапецеїдальне різьбленнядосить проста у виготовленні. Найчастіше виставляється кут профілю 30 градусів. Якість різьблення залежить багато в чому від точності заготівлі, що використовується, а також матеріалу.


Способи нарізування трапецоїдальної різьби
Виробництва даного типурізьблення можна розділити на дві категорії – одним різцем та трьома різцями.
Як приклад розглянемо таке позначення: Тr 26 × 4 LH – різьблення трапецеїдальне, однозахідне, з діаметром 26 і кроком 4, ліве.
Як основний норматив застосовують ГОСТ 9484-81.
Профілі та розміри різьблення
(ГОСТ 9484-81)Стандарт поширюється на трапецеїдальне різьблення та встановлює профілі та розміри її елементів.
ОСНОВНИЙ ПРОФІЛЬ

Приклад умовного позначення трапецеїдального однозахідного різьблення номінальним діаметром 20 мм, кроком 4 мм і полем допуску середнього діаметра 7е:
Тг 20 х 4 -7е
НОМИНАЛЬНІ ПРОФІЛІ
зовнішньої та внутрішньої різьби
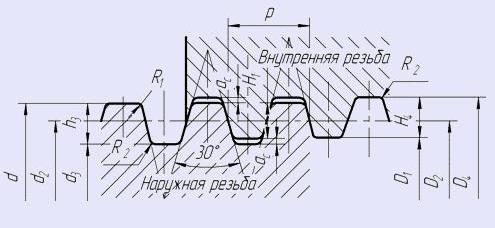
h 3 - висота профілю зовнішнього різьблення; H 4 - висота профілю внутрішнього різьблення; d 3 - внутрішній діаметр зовнішньої різьби; D 4 - зовнішній діаметр внутрішньої різьби; R 1 - радіус заокруглення по вершині зовнішньої різьби; R 2 - радіус скручення у западині зовнішньої та внутрішньої різьби; a c - зазор по вершині різьблення.

ДІАМЕТРИ ТА КРОКИ
трапецеїдальної однозахідної різьби за ГОСТ 24737-81
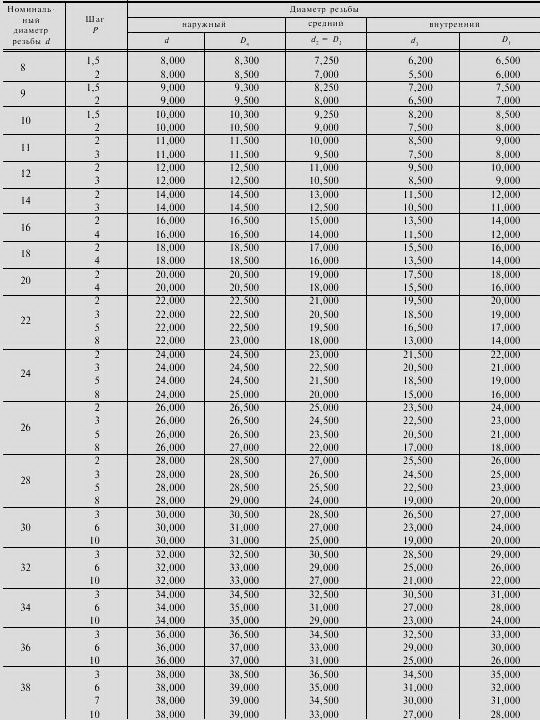

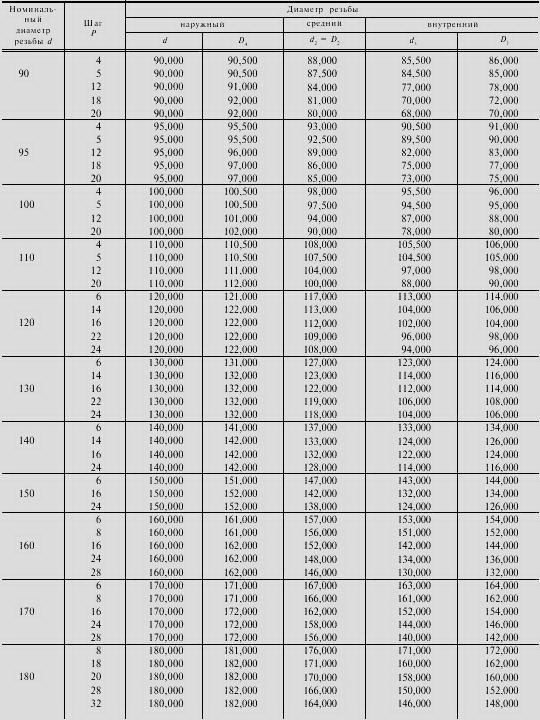

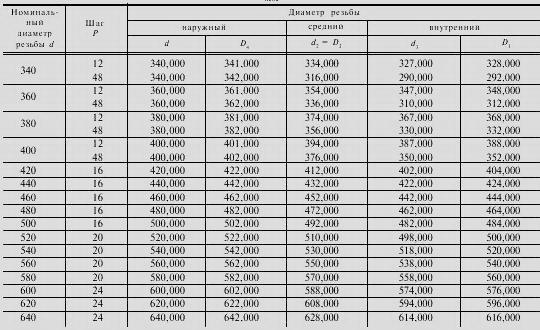
Переважні діаметри та кроки вказані в ГОСТ 24738-81. Числові значення допусків діаметрів та кроків – за ГОСТ 9562-81
ДІАМЕТРИ ТА КРОКИ
трапецеїдальної багатозахідної різьби за ГОСТ 24739-81
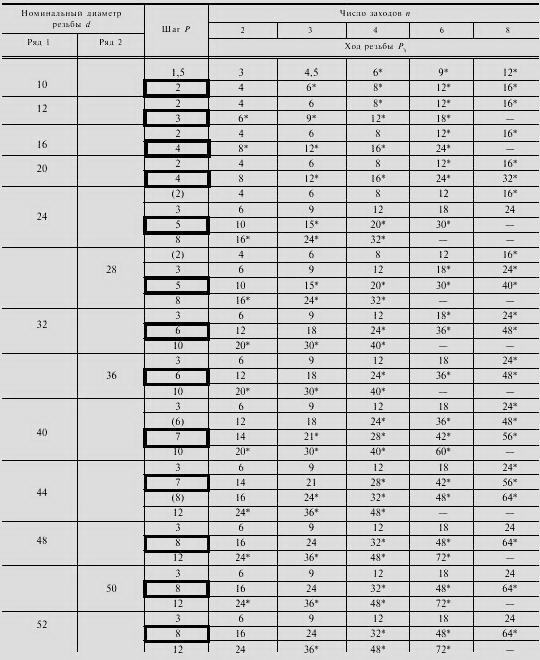

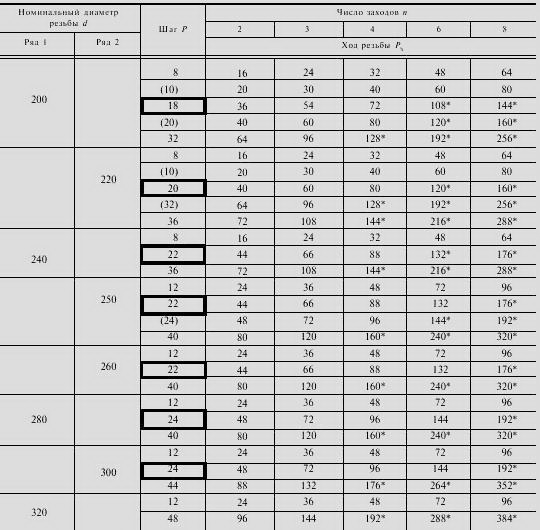
Примітки:
1. Кроки, виділені рамкою, є кращими.
2. Кроки, вказані у дужках, при розробці нових конструкцій застосовувати не рекомендується.
3. Різьблення, у яких значення ходу позначено знаком *, мають кут підйому більше 10 o . Для цих різьблень необхідно враховувати при виготовленні відхилення форми профілю.
4. У технічно та економічно обґрунтованих випадках допускається застосовувати інші значення номінальних діаметрів різьблення за ГОСТ 24738-81.
5. При виборі діаметрів різьблення слід віддавати перевагу першому ряду другого.
Приклад умовного позначення трапецеїдального багатозахідного різьблення номінальним діаметром 20 мм, значенням ходу 8 мм, кроком 4 мм і полем допуску 8е:
Тг 20-8 (Р4) - 8е
Те саме, лівий:
Тг 20-8 (Р4) LH - 8е
Довжину свинчування, якщо вона відрізняється від довжини різьблення, вказують у міліметрах в кінці позначення різьблення, наприклад:
Тг 20-8 (Р4) LH - 8е - 180
Числові значення довжин свинчування, що належать до груп N і L, - згідно з ГОСТ 9562-81.
Посадку в різьбовому з'єднанні позначають дробом
Тг 20-8 (Р4) LH - 8Н/8е - 180
Числові значення допусків діаметрів d і D 1 – за ГОСТ 9562-81.
Числові значення допусків діаметрів d 2 , d 3 і D 2 – за ГОСТ 24739-81.
Застосування трапецоїдальної різьби
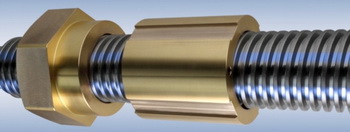
Трапецеїдальне різьблення гвинта – це ходове різьблення, що має відносно велику силу тертя, воно є самогальмуючим. Перевага для підйомних технологій – у положенні спокою не потребує додаткового фіксування.
Трапецеїдальна різьба застосовується для перетворення обертального руху на поступальне і використовується, перш за все, для прямолінійного руху. Також вона знаходить своє застосування як ходовий гвинт у токарних верстатах або як приводне різьблення для гвинтового преса столів або мостів транспортних засобів.
Приклади застосування трапецеїдального різьблення шпинделя:
Рух подачі на верстатах (наприклад, регулювальні та ходові гвинти);
- Рух на маніпуляторі;
- регуляція руху на підйомних механізмахта вилкових автонавантажувачах;
- Рух затвора при замиканні ливарних машин;
- рух переміщення на складальних контейнерах;
- Вертикальний рух при роботі з пресом.
Схожі документи:
ГОСТ 3469-91 Мікроскопи. Різьблення для об'єктивів. Розміри
ГОСТ 4608-81 - Різьблення метричне. Посадки з натягом
ГОСТ 5359-77 - Різьблення окулярне для оптичних приладів. Профіль та розміри
ГОСТ 6042-83 - Різьблення Едісона кругла. Профілі, розміри та граничні розміри
ГОСТ 6111-52 - Різьблення конічна дюймова з кутом профілю 60 градусів
ГОСТ 6211-81 - Різьблення трубне конічне
ГОСТ 6357-81 - Різьблення трубне циліндричне
ГОСТ 8762-75 - Різьблення кругле діаметром 40 мм для протигазів та калібри до нього. Основні розміри
ГОСТ 9000-81 - Різьблення метричне для діаметрів менше 1 мм. Допуски
ГОСТ 9484-81 - Різьблення трапецеїдальне. Профілі
ГОСТ 9562-81 - Різьблення трапецеїдальне однозахідне. Допуски
ГОСТ 9909-81 - Різьблення конічна вентилів та балонів для газів
ГОСТ 10177-82 - Різьблення наполегливе. Профіль та основні розміри
ГОСТ 11708-82 - Різьблення. терміни та визначення
ГОСТ 11709-81 - Різьблення метричне для деталей з пластмас
ГОСТ 13535-87 - Різьблення наполегливе посилене 45 градусів
ГОСТ 13536-68 - Різьблення кругле для санітарно-технічної арматури. Профіль, основні розміри, допуски
ГОСТ 16093-2004 - Різьблення метричне. Допуски. Посадки із зазором
ГОСТ 16967-81 - Різьблення метричне для приладобудування. Діаметри та кроки
ГОСТ 24737-81 - Різьблення трапецеїдальне однозахідне. Основні розміри
ГОСТ 24739-81 - Різьблення трапецеїдальне багатозахідне
ГОСТ 25096-82 - Різьблення наполегливе. Допуски
ГОСТ 25229-82 - Різьблення метричне конічне
ГОСТ 28487-90 - Різьблення конічна замкова для елементів бурильних колон. Профіль. Розміри. Допуски
ГОСТ 9484 - 81
Трапецеїдальне різьбленнямає профіль з кутом 30 °. Крок різьбивимірюється у міліметрах.
Трапецеїдальне різьбленнязастосовується у вузлах механізмів для перетворення обертального руху на поступальне, наприклад: ходові гвинти верстатів, силові гвинти пресів, підйомні гвинти і т.д. Різьблення цього типу можуть витримувати значні навантаження.
Трапецеїдальне різьбленняпозначається літерами Тr- англ. trapezoidal:
- Тr 28 × 5- Діаметр 28мм крок 5мм
- Тr 28 × 5 LH- Діаметр 28мм крок 5мм різьблення ліве
- Тr 20 × 8 (P4)- Діаметр 20 мм, крок 4 мм і хід 8 мм багатозахідне різьблення
- Тr 20 × 8 (P4) LH- Діаметр 20 мм, крок 4 мм і хід 8 мм багатозахідне різьблення ліве
d- Зовнішній діаметр зовнішньої різьби (гвинта)
D- Зовнішній діаметр внутрішньої різьби (гайки)
d 2- Середній діаметр зовнішньої різьби
D 2– середній діаметр внутрішнього різьблення
d 1- Внутрішній діаметр зовнішньої різьби
D 1– внутрішній діаметр внутрішнього різьблення
P- крок різьби
H- Висота вихідного трикутника
H 1– робоча висота профілю
| Трапецеїдальне різьблення | |||
| Діаметри різьблення d | Крок | ||
|---|---|---|---|
| Ряд 1 | Ряд 2 | ||
| 10 | 1.5; 2 | ||
| 11 | 2 ; 3 | ||
| 12 | 2; 3 | ||
| 14 | 2; 3 | ||
| 16 | 2; 4 | ||
| 18 | 2; 4 | ||
| 20 | 2; 4 | ||
| 22 | 3; 5 ; 8 | ||
| 24 | 3; 5 ; 8 | ||
| 26 | 3; 5 ; 8 | ||
| 28 | 3; 5 ; 8 | ||
| 30 | 3; 6 ; 10 | ||
| 32 | 3; 6 ; 10 | ||
| 34 | 3; 6 ; 10 | ||
| 36 | 3; 6 ; 10 | ||
| 38 | 3; 7 ; 10 | ||
| 40 | 3; 7 ; 10 | ||
| 42 | 3; 7 ; 10 | ||
| 44 | 3; 7 ; 12 | ||
| 46 | 3; 8 ; 12 | ||
| 48 | 3; 8 ; 12 | ||
| 50 | 3; 8 ; 12 | ||
| 52 | 3; 8 ; 12 | ||
| 55 | 3; 9 ; 14 | ||
| 60 | 3; 9 ; 14 | ||
| 65 | 4; 10 ; 16 | ||
| 70 | 4; 10 ; 16 | ||
| 75 | 4; 10 ; 16 | ||
| 80 | 4; 10 ; 16 | ||
| 85 | 4; 12 ; 18 | ||
| 90 | 4; 12 ; 18 | ||
| 95 | 4; 12 ; 18 | ||
| 100 | 4; 12 ; 20 | ||
| 110 | 4; 12 ; 20 | ||
| 1. При виборі різьблення пріоритет надається першому ряду. 2. Крок різьблення виділеним кольором є кращим. |
|||
В основі функціонування приводів багатьох машин, обладнання та механізмів лежить такий процес, як перетворення руху обертального в рух поступальне. За цим принципом діють, наприклад, приводи вимірювальних машин та обладнання, системи регулювання засувок та клапанів, скануючих столиків, роботів та верстатів.
Для того щоб ефективно здійснити перетворення обертання якоїсь деталі в поступальний рух деталі інший найчастіше використовується пара гвинт - гайка. Такі передачі є виробами, що мають загальномашинобудівне застосування, причому, слід помітити, від того, наскільки якісно вони розроблені і виготовлені, багато в чому залежить продуктивність, функціональність і надійність того обладнання, складовими частинамиякого вони є.
За рахунок того, що передачі гвинт - гайка мають підвищену плавність зачеплення, вони практично безшумні при роботі. Їх конструкція відносно проста, а однією з безперечних переваг є те, що їх використання дозволяє досягти чималого виграшу в силі. За великим рахунком, передача гвинт – гайка з технічної точки зору нічим не відрізняється від звичайного різьбового з'єднання, проте оскільки вони застосовуються для того, щоб передавати рух, їх виготовляють таким чином, щоб сила тертя була мінімальною.

У принципі, цього можна досягти за рахунок використання прямокутного різьблення, проте воно має свої недоліки. Наприклад, її неможливо нарізати на стандартних різьбонарізних верстатах, а в порівнянні з різьбленням трапецеїдальним вона має набагато нижчу міцність. Ці фактори призводять до того, що в передачах гвинт - гайка прямокутне різьблення використовується досить рідко. У них найпоширеніша різьблення трапецеїдальне, що має великий, середній і дрібний крок, а також наполегливе різьблення.
Найчастіше у передачах гвинт – гайка можна зустріти трапецеїдальне різьблення, що має середній крок. Її ж, але з дрібним кроком, застосовують тоді, коли необхідно забезпечити невелике переміщення, а з кроком великим - тоді, коли пристрій експлуатується у важких умовах. Крім того, завдяки особливостям профілю, трапецеїдальне різьбленняможна успішно використовувати в механізмах, які потребують реверсивного переміщення. Такі різьблення бувають одно- і багатозахідними, правими та лівими.
Матеріали, що використовуються у передачі гвинт – гайкаОсновні вимоги до тих матеріалів, які використовуються в передачах гвинт – гайка – це зносостійкість, міцність та гарна оброблюваність. Що стосується гвинтів, які не піддаються гартуванню, то їх виготовляють із сталей. А50, Ст50і Ст45, а тих, які піддаються гартуванню – зі сталей 40ХГ, 40Х, У65, У10. Гайки виготовляють зазвичай із бронзи. БрОЦС-6-6-3або БрОФЮ-1.
Трапецеїдальне різьблення широко застосовується для виготовлення різних гвинтів, які служать для різного виробничого обладнання. Наприклад, для верстатів, підйомних пристроїв, пресів. Таке різьблення має вигляд рівнобедреної трапеції, при цьому кут профілю може мати різні значення: 15, 24, 30, 40 °. У процесі роботи гвинта, на якому нарізане трапецеїдальне різьблення, з'являються сили тертя, спричинені природним шляхом. Тобто за рахунок наявності мастильного матеріалу, шорсткості поверхні, а також кута профілю.
Види різьблення
На сьогоднішній день існують такі типи:
- Метрична. Вона служить закріплення кількох елементів. Умови нарізки встановлені у нормативній документації. Профіль є трикутником з рівносторонніми кутами. Цей показник дорівнює 60 °. Гвинти з метричним різьбленням виконуються з малими і великими кроками. Перший вид застосовується для закріплення тонколистових елементів створення підвищеної герметичності. Такий вид приєднання можна зустріти у точних оптичних приладах.
- Конічна. Вона виготовляється також як попередній вигляд, але закручування проводиться на глибину 0,8 мм.
- Дюймова. На сьогоднішній день немає нормативного документа, в якому вказувалися б розміри різьблення. Дюймове різьблення застосовується при ремонті різного обладнання. Як правило, це старі прилади та пристрої. Основними її показниками є зовнішній диметр та крок.
- Трубна циліндрична. Даний вид є рівнобедреним трикутником, верхній кутякого дорівнює 55 °. Таке внутрішнє різьблення застосовується для з'єднання трубопроводів, а також деталей, виконаних з тонколистового матеріалу. Вона рекомендується у разі, коли пред'являються особливі вимоги до герметичності з'єднання.
- Трубна конічна. Внутрішнє різьблення має відповідати всім вимогам нормативних документів. Розміри повністю стандартизовані. Її застосовують для приєднання різних видів трубопроводів.
- Наполеглива. Такий вид є нерівнобокою трапецією, де одна зі сторін нахилена на 3°, а інша - на 30°. Перша сторона є робочою. Форма профілю, а також діаметр кроків визначаються нормативними документами. Відповідно до них різьблення виконується діаметром від 10 до 600 мм, при цьому максимальне значення кроку дорівнює 24 мм. Вони використовуються там, де потрібні підвищені утримувальні зусилля.
- Кругла. Профіль різьблення є різні дуги, пов'язані між собою прямими лініями. Кут профілю дорівнює 30 °. Цей вид різьблення застосовують тим сполук, куди впливають агресивні середовища.
- Прямокутна. Вона не закріплена жодними нормативними документами. Її головною перевагою є високий ККД. У порівнянні з трапецеїдальним виглядом вона менш міцна, а також викликає безліч незрозумілих моментів при її виробництві. Основне місце застосування - домкрати та різні видигвинтів.
- Трапецеїдальна. Має форму рівнобічної трапеції з кутом профілю 30 °. Трапецеїдальне різьблення, розміри якого закріплені в документації, застосовується для з'єднання різних елементів виробничого обладнання.
Умови виготовлення
Порівняно з іншими видами трапецеїдальне різьблення набагато легше у виготовленні.

Саме тому її найчастіше застосовують у різних сферах. Найпопулярнішим є гвинт з трапецеїдальним різьбленням, що має кут профілю в 30 °. Технологія виробництва дуже схожа на ту, яка застосовується для нарізування прямокутної різьби. Але все ж таки є суттєві відмінності, що стосуються точності та чистоти виготовлення. Нарізання трапецеїдального різьблення нічим не відрізняється від тієї ж процедури з прямокутним виглядом. На даний момент існує декілька таких способів.
Виготовлення гвинта з одним різцем
Різьблення трапецеїдальне однозахідне виготовляється таким чином:
- готується заготівля та наводяться канали для заточування;
- виконується заточування різця за спеціальним підготовленим шаблоном;
- проводяться встановлення та закріплення заточеного елемента. Він повинен розташовуватися так, щоб центри збігалися та були паралельні осі нарізки;
- включається обладнання та подається заготівля на нарізку різьблення;
- готова деталь перевіряється відповідно до готового шаблону.
Нарізування з трьома різцями
Цей спосіб полягає в наступному:
- готується заготівля;
- виконується заточування трьох різців - прямих, вузьких та профільних;
- проводиться установка та закріплення підготовлених елементів. Вони можуть розташовуватись як перпендикулярно, так і паралельно осі різьблення. Все залежить від кута нахилу.
Поширений виробничий метод
Саме на виробництві нарізування трапецеїдальної різьби проходить таким чином:
- перевіряється та налаштовується робоче обладнання;
- завдяки прорізному різцю робляться невеликі заглиблення на гвинті;
- за допомогою вузького прорізного елемента проводиться нарізка гвинта до певного діаметра;
- за допомогою профільного прорізного елемента проводиться остаточне виготовлення трапецоїдної різьби;
- готова деталь перевіряється відповідно до готових шаблонів.
Трапецеїдальне різьблення: розміри
Як говорилося раніше, даний видрізьблення має форму трапеції, в якій кут між сторонами може мати різні значення. Усі основні розміри встановлюються відповідно до ГОСТу.

Для однозахідного виду трапецеїдальне різьблення (розміри - ГОСТ 9481-81) має розміри та кроки різних діаметрів - від 10 до 640 мм. Крім того, вона може бути багатозахідною, а також закрученою у ліву чи праву сторону. Ці показники унормуються ГОСТ 24738-81.
Де використовується
Для функціонування будь-якого елемента, наприклад машини чи механізму, необхідно виконання обов'язкової умови: обертальні рухи повинні перетворюватися на поступальні.

Цей принцип використовується виготовлення різних верстатів, пристроїв, систем регулювання, що застосовуються у промисловій сфері.
Переваги різьблення
Ефективність роботи з перетворення обертальних рухів на поступальні здійснюється за допомогою гайки та гвинта. Незважаючи на те, що ці деталі виглядають простими, вони вимагають уважності під час їх виготовлення. Саме від цих частин залежить продуктивність та надійність не тільки складових елементів, а й усього робочого обладнання.
Особливості багатозахідного різьблення
Щоб наділити гвинт характеристиками міцності і збільшити його хід використовують багатозахідне трапецеїдальне різьблення. В даному випадку всі параметри, такі як висота різьблення, її діаметр абсолютно однакові, з однозаходовим виглядом. Єдиною відмінністю є кількість ходів на один крок. Наприклад, тризахідні види різьблення мають хід втричі більший за їх крок. Усе це можна спостерігати малюнки.
Наведемо приклад, щоб цей вид став зрозумілим кожній людині. Усі використовують звичайні кришки для консервування овочів та фруктів. Для їхнього відкриття необхідно докласти мінімум зусиль. При використанні циліндрів великих діаметрів потрапити в пази одноходового різьблення набагато складніше. Саме тому використовують багатоходові.
Такий вид різьблення можна визначити візуально, достатньо подивитися на рисунок.

Очевидно, скільки саме витків йдуть від початку гвинта. Багатоходові різьби виготовляються по складним технологіяма відповідно і дорожче коштують.
Інші переваги
Трапецеїдальні сполуки мають безліч позитивних якостей. Саме тому їх застосовують у різних виробничих галузях. Найпоширенішою сферою є машинобудування. Отже, до їх переваг можна віднести такі:
- можливість збирати та розбирати різні пристроїнеобмежену кількість разів;
- зручний процес розбирання та складання;
- надійність різьбового з'єднання;
- легкий процесвиготовлення;
- самостійне регулювання сили стискування;
- виготовлення деталей у різних виконаннях.
Недоліки з'єднань
Негативних сторін цього виду сполук не так вже й багато. Одна з них – це виникнення великої напруги у западинах. Крім того, їх не можна застосовувати в пристроях і механізмах, які мають високу вібрацію, так як гвинти можуть самостійно викручуватися, що не є хорошим знаком.

Тому необхідно стежити за цим, і у разі виникнення такої ситуації – виправити становище гвинтів.
Таку якість, як ціна, можна віднести як до позитивних, так і до негативних сторін.

Одноходові різьблення коштують значно нижче, ніж багатоходові. Тут кожен вибирає відповідно до особистих уподобань. Багато конструкторських організацій використовують саме багатоходові різьблення, оскільки вони відрізняються надійністю та міцністю.
Отже, ми з'ясували, що являє собою такий вид з'єднання, як трапецеїдальна різьба, розміри її, переваги і недоліки.