Vrste domaćih strojeva za hladno kovanje. Izrada tokarilice vlastitim rukama Domaći tokarski stroj
Vlasnici privatnih kuća i hobisti sanjaju o stvaranju kućne stolarske radionice. Kupuju zanimljive električne alate i pokušavaju sami izraditi stolarske alate. U te svrhe koriste električnu bušilicu, cirkular, ubodna pila.
Stručnjaci savjetuju početnike da ne kupuju jeftine alate. Morate se usredotočiti na opcije prosječne cijene. Osim alata, potrebno je osigurati police i ormariće za odlaganje materijala i raznih sitnica.
Stolarska oprema
“Napredni” majstori imaju dobre radne stolove sa škripcima, rijetke strojeve i alate koji su prijeko potrebni za izradu namještaja:
Sveprisutni mlin
Svaki čovjek ima električni alat koji se zove kutna brusilica. Zapravo jest Brusilica, kojima izvode abrazivno rezanje metala, kamena, keramičke pločice i drugi materijali. Da biste to učinili, ugradite poseban abrazivni disk debljine od 0,7 do 2,5 milimetara. Promjer rezne ploče je od 115 do 180 milimetara, sve ovisi o tvrdoći materijala koji se obrađuje.
Posebnost ovog stroja je velika brzina elektromotora, na primjer, Whirlwind UShM-125 ima 11 tisuća okretaja u minuti. Upravo ovaj pokazatelj i mala težina, samo 2,5 kilograma, uzbuđuju umove kućnih majstora da ga prilagode za obavljanje vrsta rezanja metala neobičnih za njega.
Domaće brusilice ima u svakoj garaži i kućnoj radionici, a svaki majstor napravi uređaj za svoje potrebe.
Stroj za rezanje
Nudi se domaća opcija za radionicu - stroj za rezanje prikladan za rezanje uglova, cijevi, kvadratnih profila i okova. Dizajn uređaja je jednostavan:
- Radna površina;
- opružni povratni nosači;
- platforma za pričvršćivanje kutne brusilice;
- isticanje
U tu svrhu napravljena je posebna zaštita, slična standardnoj ovojnici koja dolazi uz alat. Ima tobogan, dvije ručke i rotirajući uređaj. Tobogan izgleda kao ploča dimenzija 200 x 120 milimetara s prorezom za izlazak lista pile.
Ploča je jednom stranom spojena na kućište na šarku, a drugom na čeličnu traku s prorezom širine 9 mm za klizanje uz M8x1,5 klin, koji se nalazi na kućištu za pričvršćivanje krilnom maticom.
Na kućište su zavarene dvije ručke za držanje stroja za piljenje tijekom rada. Vrlo je prikladan za rezanje i piljenje tanke građe, te velika brzina stroja stolarski stroj omogućuju jednostavno rezanje materijala debljine do 30 milimetara.
Vertikalni model bušenja
Okvir se može izraditi od komada kuta 50x50 milimetara i čelični lim 5 mm debljine. Da biste to učinili, zavarite dva kuta duž rubova lista duž cijele duljine, oni će služiti kao noge. Veličina stola 350 x 200 milimetara. Zavarite nosač na vrhu s četvrtasta cijev 80 mm visine za montažu postolja.
Stalak ili vodilica za bušilicu izrađena je od četvrtaste cijevi debljine tri milimetra. Dio je zavaren u gornju rupu cijev za vodu dug osam milimetara. U njega je umetnut mehanizam za zatezanje sajle. Visina stalka je 700 milimetara. Stalak je umetnut u nosač i stegnut s četiri vijka - dva na dvije strane četvrtaste cijevi.
Nosač je pomična jedinica na koju je pričvršćena bušilica. Izrađen je od zavarenih uglova 50x50, visine 170 milimetara, oči su od trake debljine tri milimetra. U oči je umetnuta osovina oko koje je namotana sajla.
Nastavak osi je ručka koja pokreće kolica.
Pogon kolica sastoji se od osi na koju je namotana sajla i ručka. Jedan kraj kabela pričvršćen je na donji nosač. Gornji kraj kabela je fiksiran u cijevi na gornjem kraju stalka. Na kolicima je pričvršćen poseban nosač sa sjedištem za električnu bušilicu. Sama bušilica je zategnuta posebnom stezaljkom izrađenom od trake debljine 2 mm i širine 40 mm.
Domaći uređaj za okretanje
Postoji mnogo domaćih dizajna tokarilica za drvo. Ujedinjeni su prisutnošću četiri glavna čvora:
- pogonska jedinica;
- krevet;
- konjica;
- kućni majstor
Razlika je samo u izboru pogona. Tko ima bilo kakve elektromehaničke uređaje instalirane na proizvodu:
- električna bušilica;
- bugarski;
- glodalo;
- elektromotor iz perilice rublja.
Već izrađenu konstrukciju za rezanje metala možete poboljšati dodavanjem dodatne funkcije. Na primjer, može se postaviti vodoravno na radni stol ili stol bušilica. Pogon je električna bušilica. Konjica će biti radni stol u kojem se izbuši rupa duž osi svrdla u steznoj glavi i ureže navoj za zavrtanje u fiksnom središtu.
Dodatno, ugradite naslon za ruke i pričvrstite ga na pomični nosač stalka. Izradak je jednim krajem pričvršćen u trozubu stegnutom u steznoj glavi svrdla, a drugim krajem u fiksnom središtu. Za mali broj jednostavnih dijelova - prilično dobar domaći stroj za obradu drva s uređajima i opremom za izradu oblikovanih dijelova dobivenih tokarenjem.
Popis alata i mehanizama za radionicu ili garažu ograničen je samo površinom prostorije i financijskim mogućnostima vlasnika. Unatoč činjenici da se mnogi proizvodi proizvode od otpada, troškovi nabave dijelova i alata potrebnih za montažu su prilično značajni.
Ponekad je jeftinije dobiti uslugu u specijaliziranoj radionici nego sami obaviti posao.
Diveći se ljepoti ažurne metalne ograde ili diveći se nevjerojatnom upletenom uzorku na ogradi željeznog stubišta, malo ljudi misli da su izrađene metodom hladnog kovanja. Možete naučiti utjeloviti ljepotu u metalu bez poseban napor. Da biste to učinili, dovoljno je imati minimalne vještine u radu s metalom i imati posebne strojeve za hladno kovanje.
Što je hladno kovanje? Koji su strojevi potrebni za to? Što se može napraviti na ovim strojevima? Odgovore na ova pitanja pronaći ćete u našem članku.
Bilo bi ispravnije nazvati hladno kovanje - mehaničko savijanje metalne šipke na specijaliziranim strojevima kako bi joj se dao oblik koji je zamislio proizvođač. Savijanje šipki u stroju može se obaviti ručno pomoću poluga ili pomoću elektromotora. Osim metalnih šipki, hladnim kovanjem mogu se savijati cijevi malog promjera, uske željezne trake i armature. Metodom hladnog kovanja proizvode se:
- Iskrivljene ograde.
- Dekoracije za stambene objekte.
- Vrata s uzorkom.
- Ograde za balkone i stepenice.
- Metalne vrtne klupe.
- Dekoracije za sjenice i lampione.
- Veliki broj opcija rešetki.
 Elementi izrađeni hladnim kovanjem
Elementi izrađeni hladnim kovanjem
Nakon što ste savladali metodu hladnog kovanja, lako možete pokrenuti vlastiti posao proizvodnje metalnih proizvoda. Pritom će vam trebati samo početna financijska ulaganja za kupnju strojeva, a ako sami napravite strojeve, možete se snaći minimalni troškovi.
U nastavku ćemo vam dati upute kako sami sastaviti strojeve za hladno kovanje.
Stroj "puž"
Izrada stroja za puževe jedan je primjer samostalnog dizajna i nema smisla davati savjete s točnim navođenjem dimenzija svih dijelova. Morate se voditi svojom predodžbom o radu stroja, kako i što će se savijati, koliko će zavoja spirale biti dovoljno za kvalitetan rad, koje će veličine biti poluga s pločom stola? Ako razumijete bit procesa proizvodnje stroja, tada sama montaža neće uzrokovati posebne poteškoće.  Strojni "puž"
Strojni "puž"
Izrada glavnih strojnih dijelova
Okvir.
Proces savijanja željezne šipke izlaže stroj velikim opterećenjima, pa se pri izradi okvira za "puž" koristi samo metalni kut, kanal ili cijev s debelim stijenkama. Nemojte izrađivati okvir od drvenih greda, takav stol ne može izdržati dugotrajna opterećenja i kolaps.
Stolna ploča.
Ploča stola za "puža" izrađena je od metalne ploče izrezane u obliku kruga, debljine najmanje 4 mm. Iz iste ploče izrezana je druga stolna ploča, ponavljajući oblik prve. Segmenti puža će se postaviti na drugu ploču stola i proizvodi će se saviti. Tijekom postupka hladnog kovanja ploča stola preuzima glavninu opterećenja, stoga nema potrebe štedjeti i izrađivati je od tanjeg željeznog lima.
Glavna osovina i poluga.
Glavna osovina postavljena je središnje između ploča stola i pričvršćena je na bazu pomoću četiri pravokutni trokuti. Osovina se može izraditi od cijevi debelih stijenki potrebnog promjera.
Poluga je pričvršćena na osovinu pomoću prstena i okreće se oko njega; osim toga, na polugu je ugrađen valjak za savijanje šipki na gornjoj ploči stola.  Dijagram stroja
Dijagram stroja
Označavanje i ugradnja priključaka
Ovisno o tome želite li proizvoditi samo iste vrste uzoraka ili trebate više umjetničkih proizvoda, postoje tri opcije za uređaj puž.
Opcija 1.
Ovo je najjednostavniji od tri mogućnosti, njegova suština je da se na ploči stola nacrta obris spirale. 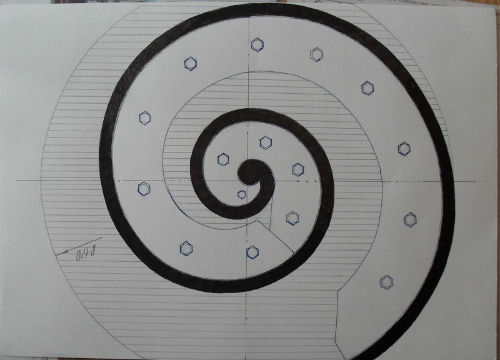 Crtanje segmenata puža
Crtanje segmenata puža
U svojoj srži, ovo je crtež budućih proizvoda koje ćete proizvesti na stroju. Nakon primjene dijagrama, dovoljno je izrezati debele trake od željeza različite širine, nekoliko segmenata koji ponavljaju liniju crteža i zavarite ih prema oznakama na ploču stola. S takvim statičnim "pužem" možete napraviti jednostavne zavoje.
Opcija #2.
Druga opcija je najpopularnija među domaćim strojevima; uključuje izradu sklopivog puža od dijelova koji se mogu ukloniti. Duž obrisa oznaka izbušene su rupe u koje su urezane niti. Zatim se od kartona ili šperploče izrađuju predlošci za granične segmente i od njih se izrađuju metalni slojevi. Na kraju se u jastučićima izbuše rupe koje bi se trebale podudarati s montažnim utičnicama na ploči stola. Za pričvršćivanje segmenata uglavnom se koriste vijci, ali možete napraviti i cilindrične graničnike. Ovaj "pužni" dizajn omogućit će proizvodnju spiralnih izradaka s različitim radijusima na jednom stroju.  "Puž" od metalnih traka
"Puž" od metalnih traka
Opcija #3.
U trećoj opciji, umjesto sklopivih graničnih segmenata, izrađuje se nekoliko uklonjivih modula s različitim volutnim opcijama, koje se mijenjaju po potrebi. Modul je izrađen od komada željeza na koji su zavareni segmenti koji ponavljaju dijelove spirale.  Pužni moduli
Pužni moduli
Montaža stroja.
- Postavite okvir na mjesto gdje ćete imati lak pristup stroju sa svih strana.
- Zabetonirajte noge okvira u pod ili učvrstite okvir na drugi pristupačan način.
- Zavarite glavnu ploču stola na okvir.
- Instalirajte glavnu osovinu tako da je zavarite na ploču stola i ojačate trokutima.
- Postavite rotirajuću polugu na osovinu.
- Postavite gornju ploču stola zavarivanjem na glavnu osovinu.
- Stavite segmente puža na ploču stola.
Nakon sastavljanja, ispitajte savijanje šipke.
Da biste saznali više o sastavljanju pužnog stroja za hladno kovanje, pogledajte video:
Stroj s torzijskom polugom
Ovaj stroj je dizajniran za jednoosno uzdužno uvijanje obratka iz poprečne ili kvadratne šipke.  Stroj s torzijskom polugom
Stroj s torzijskom polugom
Kanal ili I-zraka koristi se za bazu stroja s torzijskom šipkom. Na njega je zavarivanjem pričvršćena debela željezna traka na koju je ugrađen škripac za stezanje nepokretnog dijela šipke. Stega je pričvršćen s četiri vijka promjera M16 ili više. Kako bi se povećala čvrstoća stezanja šipke, ploče od valovitog čelika zavarene su na škripac. Na suprotnoj strani postolja ugrađeni su vodeći valjci na koje je pričvršćena stezna jedinica za pomični dio izratka. Izrađen je od čelične čahure, u kojoj je potrebno osigurati rupe za stezne vijke koji se nalaze pod kutom od 120 stupnjeva. Vijci moraju imati ravan kraj i biti izrađeni od visokokvalitetnog čelika. Oba stezna uređaja moraju biti postavljena koaksijalno; da biste to učinili, moraju se provjeriti pomoću razine, vodoinstalaterskog ugla i čeljusti.  Vrste strojeva
Vrste strojeva
Zatim morate napraviti ručku za okretanje pokretnog dijela stezaljke. Njegova poluga bi trebala udarati što je duže moguće kako bi se smanjila primijenjena sila. Bolje je napraviti samu ručku s gumenom čahurom kako bi se spriječilo klizanje ruke tijekom rada.
Nakon što je stroj potpuno sastavljen, provjerava se pouzdanost pokretnih elemenata i točnost deformacije šipke. Nakon provjere, stroj se pričvršćuje na potporni okvir.  Jednostavan model stroj s torzijskom polugom
Jednostavan model stroj s torzijskom polugom
Kako napraviti torzionu šipku vlastitim rukama, pogledajte video:
Stroj "gnitik"
Da biste kvalitativno oblikovali kut u proizvodu proizvedenom hladnim kovanjem, trebat će vam stroj nazvan "savijanje". Sastoji se od čelične ploče s pomičnim graničnikom na kojem se nalaze dvije noseće osovine i poluga.  Stroj "gnutik"
Stroj "gnutik"
Izradak se postavlja između klina i potpornih osovina. Nakon toga, uz pomoć poluge, klin se pomiče prema osovinama, što dovodi do savijanja obratka.  Računalni model mašina
Računalni model mašina
Izrada takvog stroja prilično je jednostavna, glavna stvar je slijediti zadani crtež i koristiti alatni čelik, jer se tijekom rada na dijelu uređaja nalazi veliko opterećenje.
U videu možete pogledati i kako napraviti stroj za gnitik:
Valni stroj
Ispravnije bi bilo nazvati ovaj stroj kontroliranim valom. Oprema stroja sastoji se od para čeličnih diskova promjera 140 mm koji su vijcima pričvršćeni za radnu ploču. Os rotacije univerzalnog ključa pričvršćena je na pogonski disk. 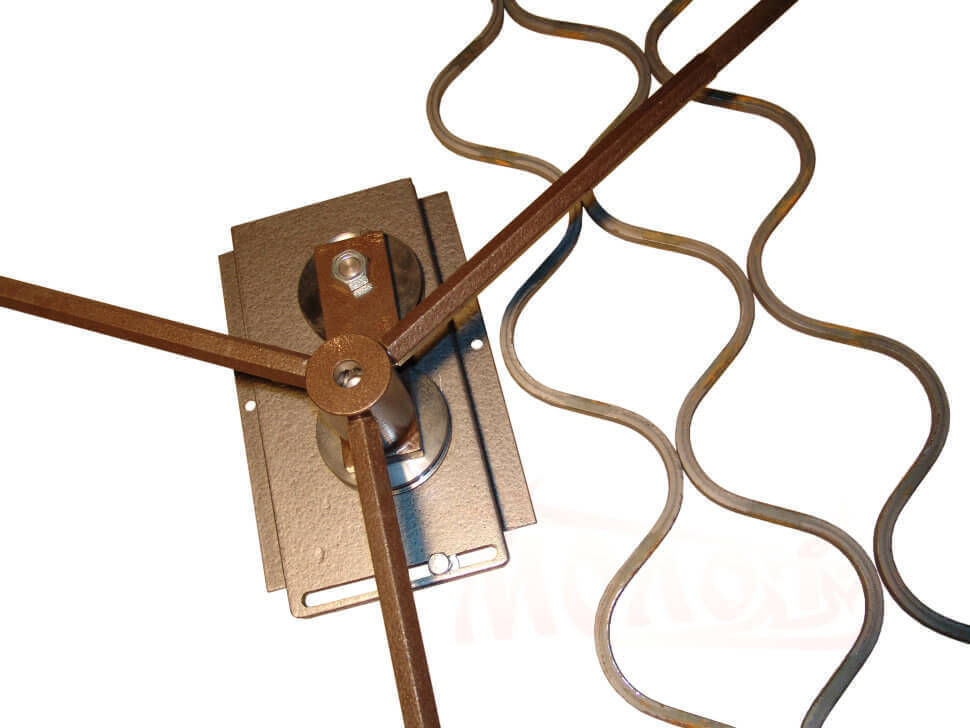 Strojni "val"
Strojni "val"
Kontrola valova javlja se kao rezultat promjene udaljenosti između diskova. Kada se šipka mota oko pogonskog diska s gumbom, formira se uzorak, nakon čega se šipka uklanja s vodiča i oblikuje uzorak na drugoj strani.
Stroj u akciji možete pogledati u videu:
Stroj za prešanje
Za oblikovanje krajeva šipki potrebna je preša. Ovaj stroj radi na principu zamašnjaka, prvo se rotiranjem šipke s utezima povlači unatrag do zaustavljanja. Nakon toga, zamjenski pečat se umetne u utor i obradak se postavi. Zatim brzo zavrtite šipku u suprotnom smjeru i ostavite je da se slobodno okreće. Na kraju, udarač snažno udara u dršku žiga, zbog čega se razvija sila dovoljna za žigosanje.  Preša za valjanje
Preša za valjanje
Što se tiče ručne valjaonice, možete je sami izraditi, ali ipak morate naručiti posebne čelične valjke, ležajne čahure i osovine te kupiti zupčanike u trgovini. Na takvom stroju mogu se proizvesti samo vrhovi "vrana šapa" i "lišće".
Spajanje i bojanje dijelova
Elementi proizvedeni hladnim kovanjem spajaju se na dva načina:
- Zavarivanje - dijelovi se zavaruju jedan na drugi, a kamenac se brusi brusilicom ili drugim strojem za mljevenje.
- Stezaljke - ova vrsta veze izgleda puno ljepše. Za stezaljke se koriste utisnute metalne trake debljine 1,5 mm ili više.
Gotovi proizvodi se boje kovačkim emajlima ili bojama za metal na bazi akrila.  Spajanje dijelova pomoću zavarivanja
Spajanje dijelova pomoću zavarivanja
Proizvodi proizvedeni hladnim kovanjem
Pozivamo vas da se upoznate s mogućnostima proizvoda koje možete izraditi metodom hladnog kovanja:

Kao što se može vidjeti iz svega navedenog, metoda hladnog kovanja ne zahtijeva velike financijske troškove i prilično ju je lako naučiti, pa ako se odlučite početi učiti kovački zanat Ovom metodom učinili ste pravu stvar.
Vrijeme čitanja ≈ 5 minuta
Ako vam ruke rastu s pravog mjesta, onda je sasvim prirodno da će vaša radionica zahtijevati nešto opreme za proces rada. Jedan od njih je stroj za hladno kovanje "Puž", koji neće biti teško sastaviti vlastitim rukama ako imate crteže i dimenzije pri ruci, a fotografije sličnih dizajna na Internetu potvrđuju jednostavnost sastavljanja.
Dizajn "puž".
Ova jedinica će uvelike pojednostaviti proces rada. Također, s njim možete promijeniti metal do neprepoznatljivosti i stvoriti proizvode izuzetne ljepote i praktičnosti.
Značajke primjene i opreme
Proizvodi stvoreni tehnologijom kovanja često koštaju mnogo novca, ali izgledaju prilično plemenito i skupo. Oni ukrašavaju imanja, interijer interijer, koristi se kao kapija. Umjetnički stil pomaže da kovanje postane profinjenije i da se stvori isti proizvod u različitim verzijama.

Opcije kovanog proizvoda
Malo ljudi zna da kovanje nije samo vruće, već i hladno. Drugu opciju je sasvim moguće jednostavno koristiti u bilo kojem kućnom okruženju. Dovoljno je stvoriti opremu prikladnu za to - stroj za hladno kovanje.
U početku biste trebali odlučiti o vrsti hladnog kovanja. Često postoji mišljenje da se ovdje također primjenjuje žigosanje. Ali ovo je malo drugačiji proces.
Ali hladno kovanje može uključivati dvije vrste rada.
- Stvrdnjavanje je stvrdnjavanje, koje se provodi zahvaljujući brojnim udarcima koji imaju veliku snagu. To dovodi do promjene u strukturi metala i dovodi do stvaranja željenog oblika i veličine. Ovdje se koristi čekić, čija proizvodnja ne zahtijeva puno vremena i truda.
- Savijanje - struktura metala i njegovi karakteristični pokazatelji ne mogu se promijeniti. Za ovu vrstu kovanja morate napraviti stroj.
Posljednja opcija se razlikuje po svojoj jednostavnosti kada je u pitanju tehnološki proces. Zatim pogledajmo hladno kovanje vlastitim rukama, čije crteže i videozapise ćete pronaći u nastavku.
Video: stroj za hladno kovanje
Samostalna izrada uređaja
Ako ste odlučili izraditi ovaj uređaj u kućnoj radionici, prvo morate pripremiti crtež. Idealna opcija bit će korištenje predloška koji ima najviše mogućnosti za stvaranje raznih oblika i figura. Kada imate na raspolaganju takve praznine, stvaranje stroja s dovoljnim brojem uklonjivih dodataka omogućit će vam daljnje stvaranje zamršenih i raznolikih uzoraka i svih vrsta metalnih monograma.

Stroj za hladno kovanje
Kada gradite kućni stroj, zatim se pridržavajte određenog slijeda rada kako bi rezultat bio što savršeniji.
- Uzmite metalni list. Predloške treba postaviti na njega imajući na umu proizvodnju. Uostalom, tijekom rada, sama sirovina iz mlaznica može se kretati zbog nedostatka prostora. Također može biti problematično raditi s vrlo malim predlošcima koji su međusobno uvučeni.
- Kako bi mijenjanje dodataka bilo lako i jednostavno, oblikujte utor u obliku pravokutnika. Ovdje ćete postaviti zamjenske dodatke, koje ćete unaprijed pričvrstiti na pravokutnu ploču. Takve ploče ćete pričvrstiti vijcima odgovarajuće veličine.
- Predlošci mogu biti elementarni ili složeni. Možete imati uzorak s jednim uvojkom ili elementom s uvojcima u različitim smjerovima. Sve ovisi o vašoj vještini.

Praznine za stroj
Glavna stvar je koristiti najviše izdržljiv materijal za osiguranje dijelova koji se odvajaju.

Crtež stroja za puževe
Ne treba vam poseban alat; stvaranje stroja za puževe prilično je jednostavno. Da biste ga napravili, slijedite ove korake.
- Montaža stalka. To je nosivi element u cijeloj konstrukciji. Za izradu se uzimaju identični dijelovi cijevi koji su spojeni spojevima. Izvana stalak pomalo podsjeća na stolac. Pomoću stroja za zavarivanje potrebno je spojiti sve dijelove stalka.
2. Metalni limovi moraju biti izrezani u skladu s crtežima. Kao rezultat, dobit ćete 4 jednakostranična trokuta i krugove s jednakim promjerima.
3. Trokuti su zavareni na dno nosača kako bi formirali piramidu. Baza (najšire moguće područje) zavarena je u središte izrezanog kruga.
4. Koristite bušilicu za oblikovanje rupa za vijke. Pomoću njih pričvrstite ih u vodoravnom položaju na krug sa zavarenim dijelom trake (četiri komada).
5. Formiranje ručke. Da biste to učinili, potrebne su vam dvije šipke različitih duljina (usporedite duljinu s dimenzijama samog kruga) u sljedećem omjeru:
- prvi odgovara dijametralnoj vrijednosti kruga;
- druga je nešto duža od prve.
6. Savijte prvu šipku pod kutom od 300, zatim je druga šipka zavarena na prvu. Na dnu je pričvršćena dodatna šipka. Važno je ne zaboraviti umetnuti kratkospojnik između obje šipke (na njega pričvrstiti polugu pomoću stroja za zavarivanje). Poluga će osigurati kretanje u smjeru formiranja šipke.
7. Ležaj je pričvršćen za polugu i segment na dnu, što povećava njegovu varijabilnost. Metalna zavojnica bit će pričvršćena s rezom na vrhu (za to se postavlja vodoravno i omogućuje vam savijanje metala). Od dna dijela sa slobodnim krajem morate napraviti rupu koja odgovara poprečnom presjeku cijevi.
8. Posljednji korak je pričvrstiti ručku na "piramidasti" dio strukture. Spajanje se vrši pomoću matice velikog promjera. Prije pričvršćivanja na njega se zavari okrugli komad za učvršćivanje šablone.

Ugrađen stroj za puževe
Stoga možete sastaviti "puž" stroj za hladno kovanje prema crtežu i veličini vlastitim rukama, kao na fotografiji, u kućnoj radionici, bez ulaganja ogromnih količina novca. Nakon toga moći ćete stvoriti prava remek-djela od metala.
Video: puž, hladno kovanje
Napravite list stroj za savijanje Nije teško to učiniti sami, ali do sada se nekoliko domaćih obrtnika i stručnjaka koji u svojim aktivnostima koriste proizvode od savijenog čeličnog lima bave proizvodnjom takve opreme za vlastite potrebe. U međuvremenu, takav uređaj, koji ima prilično visoku pouzdanost i jednostavnost rada, pomoći će vam da uštedite puno.
Jedan od najpristupačnijih savijača listova je domaći LGS-26, cijena je oko 38 tisuća rubalja. Pojeftinit ćemo ga i optimizirati prema vašim potrebama
Izrada i uporaba stroja za savijanje lima posebno je važna za one koji trebaju obavljati tehnološke operacije za savijanje limeni materijal Potrebno je ne svakodnevno iu velikim količinama, već povremeno.
Vrste savijača lima i njihov dizajn
Prije nego što počnete izrađivati domaći ručni stroj za savijanje listova, trebali biste jasno definirati popis zadataka za koje je potreban. Glavna svrha takvog uređaja ovisit će o shemi prema kojoj će se implementirati.
Najjednostavniji je uređaj u kojem se lim savija pomoću posebne traverze. Pomoću takvog uređaja možete lako saviti metalni lim pod kutom od 90 stupnjeva, koristeći samo snagu ruke bez dodatnih uređaja, ako širina lima ne prelazi 0,5 metara. Podnožje lima učvršćuje se stezaljkama ili škripcem, a njegovo savijanje se vrši pod pritiskom poluge. U nekim slučajevima, da biste dobili kut savijanja od točno 90 stupnjeva, možda će vam trebati ugrađeni odstojnik (na slici desno), što je obična metalna traka koja će vam pomoći u kompenzaciji elastičnosti lima.

Složeniji dizajn je kočnica za prešu, koja se sastoji od matrice i probijača. Lim u takvom uređaju nalazi se na matrici, a bušilica se spušta na obradak odozgo, dajući mu potrebni profil. Kod kuće, malo je vjerojatno da će se koristiti preša, jer je prilično komplicirana i nesigurna za korištenje.

Verzija domaće preše koja radi u tandemu. Ako već imate prešu, neće biti teško nadopuniti je uređajima za savijanje uskih listova metala. Dobit ćete nešto poput ovoga:

Mnogo je napredniji stroj za savijanje lima u kojem se metal savija djelovanjem triju osovina. Takva oprema naziva se prolazna. Jedna od njegovih glavnih prednosti je što njegovi podesivi valjci omogućuju različite radijuse savijanja. Takav alat za savijanje metala može se pokretati ručno ili električno, a njegovi valjci mogu imati različit dizajn.

- Valjci s glatkim radna površina dizajnirani su za obavljanje većine radova na limu, koji uključuju savijanje sirovih dijelova, proizvodnju dijelova cijevi velikih promjera itd.
- Profilirani valjci potrebni su za savijanje elemenata krovnih konstrukcija (grebena, dolina, oluka, prirubnica itd.).
- Stroj za savijanje lima može biti dodatno opremljen nosačem, stezaljkom i traverzom, što mu omogućuje upotrebu za ručno savijanje izradaka.
Takvi strojevi opremljeni su setom osovina različitih profila, koji se također mogu dodatno kupiti kako bi oprema bila svestranija.
Gdje započeti izradu stroja za savijanje lima
Za izradu stroja za savijanje lima trebat će vam crtež takvog uređaja ili njegovog detaljne fotografije. Osim toga, treba uzeti u obzir niz važnih čimbenika, kao što je sila koja će biti potrebna za korištenje stroja za savijanje lima, njegovu težinu i dimenzije (o kojima ovisi mobilnost), cijenu i dostupnost komponenti. Kao rezultat toga, dobivamo sljedeće početne parametre.
- Maksimalna širina lima koju treba saviti je 1 m.
- Maksimalna debljina lima: pocinčani – 0,6 mm, aluminij – 0,7 mm, bakar – 1 mm.
- Broj radnih ciklusa koji će se provesti bez ponovnog podešavanja ili popravka je 1200.
- Maksimalni kut savijanja metalnog profila, dobiven bez ručne završne obrade, iznosi 120 stupnjeva.
- Vrlo je nepoželjno koristiti izratke izrađene od posebnih čelika (na primjer, nehrđajući čelik).
- U konstrukciji stroja za savijanje lima treba izbjegavati zavarene spojeve koji ne podnose izmjenična opterećenja.
- Trebali biste što je više moguće ograničiti broj dijelova stroja za savijanje lima koje ćete morati naručiti izvana, pomoću tokara ili glodalica.
Vrlo je teško pronaći nacrt uređaja koji bi zadovoljio sve ove zahtjeve, ali najuspješniji se može modificirati.
Najpopularniji dizajn savijanja lima i njegovo poboljšanje
Dizajn ručnog stroja za savijanje lima, prikazan na crtežu br. 1, može se lako poboljšati. Iz gornjeg crteža se vidi da se uređaj za savijanje lima sastoji od sljedećih elemenata:

Crtež br. 1: Za izradu našeg stroja za savijanje listova koristit ćemo ovaj dijagram
- jastuk od drveta;
- potporna greda od kanala 100–120 mm;
- obraz, za čiju se izradu koristi lim debljine 6–8 mm;
- list materijala za obradu;
- tlačna greda izrađena od uglova od 60-80 mm povezanih zavarivanjem;
- os za rotaciju traverze (izrađena od metalne šipke promjera 10 mm);
- sama traverza je kut dimenzija 80–100 mm;
- ručka uređaja izrađena je od šipke promjera 10 mm.
Traverza za savijanje lima (točka 7), koja bi prema izvornom crtežu trebala biti izrađena od ugla, konvencionalno je prikazana kao verzija izrađena od kanala. Takva modernizacija značajno će povećati izdržljivost traverze, koja će se, kada se koristi kut, u određenom trenutku neizbježno savijati u sredini i više neće stvarati visokokvalitetni zavoj na limu na ovom mjestu. Zamjena s kanalom omogućit će vam da ne napravite 200 zavoja bez ispravljanja ili zamjene ovog elementa (što je prilično malo za više ili manje aktivan rad), već više od 1300.
Dizajn takvog stroja za savijanje listova, izrađen kod kuće, može se dodatno poboljšati, što će ga učiniti učinkovitijim i svestranijim.

Crtež br. 2: Glavni elementi stroja za savijanje lima
Crtež br. 2 omogućuje vam detaljnije razumijevanje dizajna domaćeg savijača listova:
- domaća stezaljka izrađena od odgovarajućeg kuta (40-60 milimetara) i vijka s petom i gumbom;
- obraz;
- kanal koji djeluje kao potporna greda za stroj;
- nosač stezne grede izrađen od kuta od 110 mm;
- greda za prešanje samog savijača lima;
- os rotacije traverze;
- samu traverzu.
Jačanje tlačne grede
U nastavku ćemo pogledati shemu armature stezne šipke. Međutim, ako u početku imate prilično masivan kut kao stezaljku, a ne planirate savijati pretjerano debele limove na svom stroju za savijanje limova, tada je sasvim moguće učiniti bez armiranja stezne šipke na opisani način.

Kako bi se produžio životni vijek tlačne grede i učinio usporedivim s vijekom trajanja traverze, ovaj konstruktivni element, koji je izvorno izrađen od kutnika prema crtežu, treba nadopuniti postoljem od metalne trake dimenzija od 16x80 mm. Prednjem rubu ove baze treba postaviti kut od 45 stupnjeva kako bi se njegova ravnina poravnala s ravninom samog steznog kuta, a radni rub ovog elementa treba biti skošen za oko 2 milimetra.
Na crtežu br. 2, dobiveni dio prikazan je u presjeku na dodatnoj slici gore desno. Ove mjere će omogućiti da metal stezaljke ne radi na savijanju (što je krajnje nepoželjno), već na kompresiji, čime se značajno povećava radni vijek bez popravka.
Dodatni kutnik od 60 zavaren na stražnju prirubnicu glavnog steznog kutnika spriječit će ga da se savije prema gore. Crtež br. 2 to prikazuje detaljnije na dodatnoj slici gore lijevo.
Također biste trebali voditi računa o glodanju donje ravnine tlačne grede, koja tvori zavoj. Neravnina ove ravnine, prema općeprihvaćenim pravilima, ne smije prelaziti polovicu debljine obratka koji se savija. Inače neće biti moguće ravnomjerno savijati obradak, bez natečene linije savijanja. Treba imati na umu da gredu treba dati na glodanje tek kada već ima sve varove, jer njihova izvedba dovodi do promjena geometrijski parametri dizajne.
Povećavamo pouzdanost nosača strojeva
Postoji još jedan veliki nedostatak kod stroja za savijanje lima - način na koji je pričvršćen za radni stol. Stezaljke koje se nalaze u ovom uređaju vrlo su nepouzdana opcija pričvršćivanja, posebno s obzirom na brzi zamor zavara. Takvi pričvrsni elementi mogu se potpuno napustiti, što će također izbjeći potrebu za upotrebom zavarenih spojeva i čeljusti. Sljedeće radnje mogu riješiti ovaj problem:
- izrada potporne grede koja će stršati izvan radne površine;
- izrada ušica u obliku slova U na krajevima potporne grede;
- pričvršćivanje potporne grede na radni stol pomoću vijaka (M10) i oblikovanih matica s kandžama.
Ako poboljšani stroj za savijanje lima više nema čeljusti, kako se na njega može pričvrstiti poprečna greda? Ovaj se problem može riješiti vrlo jednostavno: u tu svrhu upotrijebite leptir šarke za vrata, koje se obično koriste za vješanje teških metalna vrata. Takve šarke, koje osiguravaju prilično visoku točnost, mogu se učvrstiti pomoću upuštenih vijaka. Ovo je dodatno ilustrirano na crtežu br. 2 dolje desno.
Na stroju za savijanje limova s traverzom pričvršćenom na leptir šarke možete saviti mnogo radnih komada, jer su te šarke vrlo pouzdane.
Kompletna struktura
Nakon montaže, poboljšani uređaj za proizvodnju metalnog profila izgleda ovako:

- ojačana potporna greda;
- zamašnjak – navojni element;
- greda koja osigurava stezanje obratka;
- stezaljka za pričvršćivanje uređaja na radnu površinu;
- traverza, uz pomoć koje, zapravo, možete saviti radni komad koji se obrađuje.
Na crtežima su prikazani tlačni zamašnjaci, koje u praksi malo ljudi ima. Češće se koriste obični vijci sa zavarenim prstenovima. Nakon zavarivanja gumba, potrebno je ukloniti navoje na njima, jer zavarivanje može imati izuzetno negativan učinak na njih.
Crteži druge verzije savijača lima
Detaljni crteži stroja za savijanje limova, vrlo sličnog dizajna, ali različitog poprečnog pričvršćivanja. Na dijagramima su prikazane dimenzije, koje se, naravno, mogu mijenjati ovisno o namjeni stroja.

Potporna greda Nacrt potporne grede Kraj poprečne grede Nacrt poprečne grede
Tlačna greda Crtež tlačne grede Opći obrazac montiran Clamp mount
Što je zig stroj i kako ga napraviti
Stroj za cik (ili uređaj za gužvanje) omogućuje vam savijanje ukrućenja na proizvodima od lima, koji se nazivaju cik. Takvi strojevi spadaju u kategoriju specijalne opreme i mogu biti na električni ili ručni pogon. Ručni zig strojevi, također pričvršćeni stezaljkom, mogu imati dovoljno kompaktne dimenzije i nose se u običnoj torbi za alat.

Takvi uređaji omogućuju vam da u jednom prolazu napravite visokokvalitetne prirubnice ne samo na okruglim proizvodima (iste školjke metalnih spremnika), već i na ravnim limovima. Ovi uređaji su jednostavno nezamjenjivi u proizvodnji pojedini dijelovi krovne konstrukcije.

Radni elementi zig stroja su valjci, a njegova upotreba omogućuje vam značajnu uštedu na kupnji krovnih konstrukcijskih elemenata proizvedenih u tvornici. Ako pogledate video koji prikazuje rad takvog uređaja, postaje jasno da se može koristiti čak i na mjestu izravne ugradnje krovne konstrukcije.
Da biste odabrali pravi uređaj za izradu savijenih elemenata od metalnog lima, možete se pridržavati sljedećih preporuka.
- Za kućni majstor tko povremeno treba stroj za savijanje listova, sasvim je prikladan jednostavan uređaj izrađen od improviziranih materijala.
- Oni koji povremeno provode narudžbe za ugradnju krovišta trebat će ručni stroj za savijanje lima i jednostavan zig stroj.
- Stručnjaci koji se stalno bave proizvodnjom elemenata za krovne konstrukcije i rad na limu, potreban vam je tvornički uređaj za savijanje lima.
- Priručnik je koristan za one koji profesionalno proizvode elemente krovnih konstrukcija. Najbolja opcija za takve stručnjake je profesionalna oprema, karakterizira veća pouzdanost i trajnost.

Savijač lima ruske proizvodnje SKS-2v1, cijena 64 tisuće rubalja
Ako vaši planovi ipak uključuju aktivnu upotrebu domaćeg stroja za savijanje lima za rad na više ili manje velikom protoku, tada budite spremni na činjenicu da bi u nekom trenutku vaša proizvodnja mogla prestati zbog kvara. Budući da čelik koji koriste domaći majstori za proizvodnju strojeva za savijanje limova vlastitim rukama, najvjerojatnije neće izdržati velika opterećenja, brzo će se umoriti i jednostavno plutati.
Ali za kućanske, ne posebno opterećene aplikacije, kućni stroj za savijanje listova bit će izvrstan pomoćnik i uštedjet će mnogo novca. Morate uzeti u obzir ovu točku i ne očekivati čuda izdržljivosti i performansi od jednostavnog domaćeg stroja.
Prije izrade stroja za savijanje listova vlastitim rukama, ne samo da možete proučiti brojne crteže sličnih uređaja objavljenih na Internetu, već i pogledati videozapis za obuku. Možda se veličina opisanog savijača lima nekome čini premalom, tada možete razmotriti opciju domaćeg savijača većeg formata. Naravno, ovo više nije mobilni stroj, već je pogodan za malu privatnu radionicu:
Prednosti domaćeg savijača lima
Izrada stroja za savijanje listova vlastitim rukama ili kupnja ručnog savijača za listove često je od interesa za one koji žele mnogo uštedjeti na kupnji masovno proizvedenih valovitih ploča. Jednostavna teoretska aritmetika pokazuje: ako sami savijate valovite ploče pomoću takvog uređaja, tada će trošak potonjeg biti 40% niži u usporedbi s troškom tvorničkih proizvoda. Ali nije to tako jednostavno.

Ako kupite tvornički ručni prolazni stroj za valovite ploče s obzirom na malu vlastitu proizvodnju, to će koštati oko 60 tisuća rubalja. U međuvremenu, takav ručni stroj za savijanje listova ne jamči stabilnu kvalitetu valovitih ploča dobivenih uz njegovu pomoć. Problem je u tome što će valjanje u jednom prolazu najvjerojatnije dovesti do pojave prezategnutih kutova, što kasnije može dovesti do pukotina. A opetovano valjanje jednog lista, postupno mijenjajući stupanj pritiska, predugo je, radno intenzivno i u konačnici neisplativo. Ali više jednostavni detalji Prilično je prikladno izraditi ga od čeličnog lima.
Za punu liniju za valjanje proizvedeno u Kini za valovitu foliju morat ćete platiti oko 20.000 dolara. Naravno, troši dosta električne energije (od 12 kW), a njegova instalacija zahtijeva veliko područje, što se očito ne uklapa u planove i proračun većine kućnih obrtnika.

Ono što je najvažnije uzeti u obzir pri kupnji stroja za savijanje lima je mogućnost brzog povrata. Majstoru koji privatno koristi takav uređaj prilično je teško to postići. U ovom slučaju, preporučljivije je koristiti domaći stroj za savijanje lima, koji je prikladan za izradu savijenog proizvodi od lima bilo koje vrste. Koristeći takvu opremu, možete savijati i listove standardnih veličina i nestandardne proizvode, koji su u velikoj potražnji prilikom izvođenja krovopokrivački radovi, kao i mnogi drugi.
Kako radi stroj za savijanje lima?
Prije nego što si postavite pitanje kako napraviti stroj za savijanje listova, trebali biste razumjeti značajke dizajna takve opreme. Prije svega, takvi se uređaji razlikuju po vrsti pogona. Tako postoje uređaji s mehaničkim, električnim, hidrauličkim i ručnim pogonom.
Prešane kočnice na pogon mogu koristiti zamašnjak s kvačilom i polugom ili sustav remenica, poluga i užadi s padajućim utegom. Ovakvi uređaji, karakterizirani udarnim pulsom na početku radnog hoda, koji zatim postupno slabi, zbog mehanike rada daleko su od idealnih u pogledu kvalitete rezultata i sve se rjeđe koriste.

Učinkovitost opreme za savijanje limova, na koju je ugrađen električni pogon, značajno opada s povećanjem opterećenja u obliku smanjenja veličine izratka ili povećanja njegove čvrstoće. Ako pokušate saviti obradak izrađen od tvrdog metala (na primjer, nehrđajućeg čelika) na takvom stroju za savijanje lima, možete naići na činjenicu da će rotor elektromotora početi kliziti, smanjujući okretni moment i povećavajući potrošnju električne energije.
Oprema s hidrauličkim pogonom omogućuje vam precizno podešavanje razvijene sile prema otporu obratka, ali nije jeftina. Konvencionalna hidraulička dizalica, koja se može koristiti i kao pogon za savijanje lima, ne osigurava ravnomjernu raspodjelu sile duž cijele duljine zavoja.
Da rezimiramo sve gore navedeno, ispada da ručna savijačica listova jest najbolja opcija za kućne majstore. Može se proizvoditi u različitim izvedbama.(glasovi: 5 , Prosječna ocjena: 5,00 od 5)
Gledajući ograde, vrata i vrata, kao na slici, u kućama koje očito nisu elitne klase, osoba koja ima neku ideju o opremi kovačnice i prirodi posla tamo može pomisliti: gdje su dobiti toliko novca? Upućenijem u kovački zanat takvo pitanje se neće postaviti: ove ljepotice, kao i metalni dekor namještaj, lagane vrtne zgrade, ljuljačke, klupe itd., nastaju hladnim kovanjem.


Cijene hladnog umjetničkog kovanja su pristupačne jer su troškovi proizvodnje i početni troškovi opreme niski, a produktivnost rada nije loša za zanatske uvjete. Posljedično, pojedinačni kovač specijaliziran za umjetničko hladno kovanje može računati na prilično brz početak i dobru profitabilnost. Možda je jedan od vlasnika uzoraka na Sl. Napravio sam svoje: hladno kovanje vlastitim rukama može se obaviti u garaži ili staji bez iskustva, a kovani dijelovi za male komade namještaja, balustre, roštilje i sve druge vrste metalnog pribora (vidi, na primjer, sliku na desno) može se raditi čak i kod kuće.
Osnova “hladne kovačnice” je stroj za hladno kovanje. Za cjelovit proizvodni ciklus, sposoban zadovoljiti sve zamislive fantazije, vaše ili kupca, Trebat će vam 5-7 vrsta strojeva, od kojih 3-5 glavnih možete napraviti sami. Ipak, u početku, prije nego što potrošite novac na stroj ili materijal za njega, vrlo je poželjno savladati osnove kovačkog zanata. Stoga ćemo dalje razmotriti i neke tehnike za izradu dijelova. umjetničko kovanje bez stroja i opreme za njih, koji se mogu brzo izraditi od otpadnog materijala.
Štancanje, kovanje i savijanje

Dakle, što je hladno kovanje? Od štancanja se razlikuje po tome što metal teško teče ili slabo teče pod utjecajem radnog elementa. Pogledajte limenku piva ili, recimo, aluminijski ili limeni kuhalo za vodu. Ekstrudiraju se jednim udarcem štanca preše za žigosanje; kuhalo za vodu, itd. proizvodi složenog oblika - s kompozitnim kliznim udarcem. Nabavite ono što vam je potrebno za stvaranje takvog visokotlačni radna snaga kod kuće je nemoguća, osim u jednom slučaju, vidi dolje.
Hladno kovanje razlikuje se od vrućeg naravno po tome što se obradak ne zagrijava prethodno. Zapravo, hladno kovanje, koje je kovanje, je kaljenje (stvrdnjavanje) dijela dugim nizom pravilnih udaraca određene sile. U tom se slučaju struktura metala značajno mijenja: povećava se tvrdoća površinskog sloja, a jezgra osigurava ukupnu žilavost i čvrstoću loma. Zanatlije - alatničari i oružari - doslovno love odbojnike i gume kotača vagona, komade tračnica.
Kaljenje čelika provodi se mehaničkim čekićem. Možete to učiniti sami, a čak je i lakše od nekih vrsta strojeva za hladno umjetničko kovanje. Ali ova je publikacija posvećena posebno potonjoj temi, a hladno umjetničko kovanje u biti je savijanje (savijanje) metala: njegova struktura u dijelu ne prolazi kroz značajne promjene, ali promjena fizička i mehanička svojstva metal nije bitan za kvalitetu konačnog proizvoda. Stoga ćemo hladno kovanje, što je kovanje, ostaviti do odgovarajuće prilike, i Učinimo kovanje, koje se savija. Ukratko radi, nazovimo to umjetničkim kovanjem, a gdje je potrebno spomenuti vruće kovanje, tu će to biti posebno navedeno.
Strojevi i oprema za hladno kovanje
Glavna oprema za umjetničko kovanje vlastitim rukama sastoji se od nekoliko vrsta ručnih strojeva i uređaja. Električni pogon se koristi rijetko, jer rezultirajuće povećanje produktivnosti nije uvijek jednako složenosti proizvodnje i trošku električne energije. No, električnog pogona za kućne kovačke strojeve ipak ćemo se prisjetiti dok radimo na "ručnoj kočnici". Gotovo svi elementi proizvoda na Sl. u početku se može raditi na sljedećim tipovima strojeva:

- Twisters (twisters), poz. 1 na sl. – oblikujte ravne spirale i druge kovrče s uskom jezgrom (jezgrom).
- Torzijski strojevi, poz. 2– omogućuju vam da dobijete spiralno uvijanje šipke i elemente iz volumetrijskih spirala, tzv. niti: košare, svjetiljke, žarulje.
- Inercijski strojevi za štancanje, poz. 3- na njima su krajevi šipki uprskani u oblikovane krajeve (stavka 1 na slici ispod), utisnute su ukrasne stezaljke za spajanje detalja uzorka (stavka 2 na istoj slici), istisnuti su mali val i reljef na dugim dijelovima.

- Strojevi za savijanje su potisni, provlačni i kombinirani, poz. 4. Prvi vam omogućuju da dobijete samo valove i cik-cakove; dugotrajni - prstenovi, kovrče i spirale sa širokim jezgrama, a potonji - sve ove vrste proizvoda.
Napomena: u tehničkoj literaturi, posebno u engleskoj, svi strojevi koji oblikuju dijelove torzijom ili namotavanjem često se nazivaju twisterima. U početku, twister je stroj za namatanje opruga. Ali u odnosu na umjetničko kovanje, bilo bi ispravnije strojeve za namatanje smatrati twisterima, a torzione strojeve torzijskim šipkama.
Što su fleksi?

U tehničkom jeziku, strojevi za savijanje nazivaju se savijači. Međutim, u amaterskoj i privatnoj obradi metala naziv "gnutik" ustalio se za stolni uređaj za izradu valova i cik-cakova, vidi sl. desno. Promjenom valjka ili klina u zavoju možete mijenjati nagib i visinu vala ili kut cik-cak unutar određenih granica.
Zavoj za šipke/cijevi do 12-16 mm je relativno jeftin, ali ga je teško napraviti kod kuće: zahtijeva preciznu obradu specijalnih čelika. Pokušajte s običnom električnom bušilicom običnom bušilicom Probušite metal običnim viljuškastim ključem. A u stroju za savijanje radna opterećenja su mnogo veća nego na njegovim čeljustima. Stoga je bolje kupiti savijač; osim kovanja na farmi, koristan je za izradu elemenata zavarenih metalnih konstrukcija, poput savijača cijevi za male debele stijenke izdržljive cijevi i u drugim slučajevima.
Twisters
Od davnina su kovači imali hladno oblikovane kovrče prema predlošku-trnu pomoću ručke za rogove, poz. 1 na sl. Ova je metoda niskoproduktivna i nije za slabe, ali vam omogućuje brzu i jednostavnu izradu raznih igala za savijanje od obične čelične trake: krajnji (potisni) rog poluge sprječava da predložak popusti pod pritiskom izratka. Preporučljivo je napraviti srednji (obilazni) rog klizni s fiksacijom: rad će ići sporije, ali, posebno u neiskusnim rukama, točnije.

Još jedan jednostavan uređaj za ručno oblikovano savijanje je izdržljiva ploča s potpornim klinovima - odstojnicima, poz. 2; Prikladni su obični vijci M8-M24. Ovisno o tome koliko vam je udobno s kućnom spravom za vježbanje, možete raditi s trakom do 4-6 mm. Savijaju traku okom, posao ide sporo, ali možete nacrtati uzorke do Ilye Murometsa na konju u punom oklopu ili Bude u lotosovom cvijetu. Ovo drugo je možda potpuno samostalno napravljeno: ljudi koji su u potpunosti savladali hatha i raja jogu mogu svojim rukama savijati čelične armaturne šipke u uzorak.
puževi
Stroj za uvijanje puževa najpopularniji je među onima koji se bave umjetničkim kovanjem: njegove su mogućnosti, u usporedbi s jednostavnošću dizajna, lakoćom izrade sami i lakoćom rada, nevjerojatne. Zapravo, stroj za puževe je malo mehanizirana i poboljšana poluga za savijanje, ali ovo "malo" je omogućilo početnicima da rade na njemu. Pužni strojevi se pak dijele na strojeve s ogrlicom i rotirajućim lemešom i polužne strojeve s fiksnom šablonom i otklonskim valjkom.
Puž s lemešem
Uređaj svitka za savijanje s plugom prikazan je na donjem dijagramu; Tamo je opisana i tehnologija rada s takvim strojem.

Prednosti twister stroja za savijanje ove vrste sljedeće:
- Moguće je raditi na svitku s rotirajućim dionikom i ovratnikom u neopremljenoj prostoriji: okomita komponenta radnog opterećenja je zanemariva, a njegove vodoravne komponente djelomično se prenose na nosač.
- Zbog prethodnog točka, nosiva konstrukcija može biti vrlo jednostavna i lagana, zavarena od običnih čeličnih profila.
- Radni proces možemo izvesti sami: okrećući vrata jednom rukom, drugom pritisnemo šipku ili traku na šablonu. Kako se njegove karike savijaju, one će same pasti na svoje mjesto.
- Koristeći hladnu metodu, možete uvijati spirale do 5 okretaja na pužu s rotirajućim plugom.
Crteži pužnog stroja za umjetničko kovanje sa specifikacijom dijelova dani su na sl. Kasnije ćemo govoriti o dimenzijama karika (segmenata) sklopivog lamela, ali za sada obratite pozornost na vrste čelika: lamela podnosi velika opterećenja. Ako ga napravite od običnog konstrukcijskog čelika, predložak će dovesti do sredine dijela vrata ili ograde.

Bilješka: Za detaljnije crteže pužnog stroja sličnog dizajna s opisom i detaljima pogledajte poveznicu: //dwg.ucoz.net/publ/osnastka/instrument_dlja_kholodnoj_kovki/5. Tamo ćete također pronaći crteže domaće savijačice i uređaja za savijanje prstenova.
Materijal za sklopivi rotacijski mošnik, kao i složenost njegove izrade, nisu jedine slabe točke pužnog stroja s ovratnikom. Još ozbiljniji problem je artikulacija karika lemeša (prikazano crvenim strelicama na slici desno). Spojevi segmenata lamela moraju:

Teško je ispuniti sve te uvjete zajedno u dobro uhodanom i opremljenom industrijska proizvodnja, stoga su resursi sklopivih šablona za hladno kovanje općenito mnogo manji nego što bi sam njihov materijal dopuštao. Loša upotreba svojstava materijala je ozbiljan nedostatak. Štoviše, iz istih razloga, još jedan slabost pužni stroj s ogrlicom - ekscentrično stezanje dijela. Stoga domaći kovači početnici uspješnije rade s domaćim pužnim strojevima za umjetničko kovanje, izrađenim prema dizajnu poluge.
Puž s polugom
Voluta poluge za hladno kovanje konstruirana je slično poznatoj. Domaći pužni stroj s polugom s fiksnim predloškom znatno je lošiji u izvedbi od puža s ogrlicom. Radno opterećenje u njemu se potpunije prenosi na podlogu, pa je potreban jak okvir od posebnog čelika ili debela ploča od običnog čelika, sigurno pričvršćena na potpornu površinu. Kao rezultat, potrebna je radionica ili proizvodni prostor na otvorenom. Rad na svitku poluge napreduje sporo: nakon okretanja poluge dok se ne zaglavi, trebate pomaknuti pritisni valjak. Moguće je uvijati do 3-4 okretaja na voluti poluge. Ipak, prednosti stroja s pužnom polugom za kućne majstore su značajne, posebno kada radite za sebe:
- Svi dijelovi, osim tlačnog valjka, mogu biti izrađeni od običnog čelika.
- Moguće je koristiti standardni valjkasti ležaj kao pritisni valjak.
- Korištenje svojstava materijala dijelova je gotovo potpuno: predložak i okvir od običnog čelika mogu izdržati više od 1000 radnih ciklusa.
- Možete saviti ili prema predlošku (poz. 1 na slici ispod) ili pomoću odstojnika, poz. 2 tamo.


Osim toga, stroj s pužnom polugom omogućuje korištenje tehnološke tehnike koja se smatra prerogativom industrijskih strojeva za uvijanje: predložak se pomiče u stranu, a razmaknica se postavlja u središte, poz. 3 na sl. Ovo stvara mali obrnuti zavoj u jezgri kovrče. Dio izgleda impresivnije, a kada se radi za prodaju, proizvod je vredniji.

Puž s polugom ima još jedan prilično debeli plus: na takvom stroju možete saviti ravne kovrče s malom jezgrom iz trake položene ravno. Puž s ogrlicom i rotirajućim plugom ovdje potpuno odustaje: obradak će ići u okomitom valu. Široke kovrče i prstenovi od trake mogu se ravno saviti na stroju za provlačenje s valjcima u kojima su strojno izrađeni utori, vidi sl. desno. Ali brzina crtanja, tako da obradak ne vodi, zahtijeva značajnu brzinu, tako da nećete dobiti usku jezgru kovrča.
Na stroju s pužnom polugom ovaj se problem rješava ugradnjom tlačnog valjka visine jednake debljini trake i s prirubnicom (rubom), poput željezničkog kotača, samo šire. Savijanje ovom metodom oduzima puno vremena: poluga se mora primjenjivati malo po malo, inače će se unutarnji rub izratka naborati; Prirubnica od ovoga ne pomaže. Ali nemoguće je na bilo koji drugi način dobiti kovrču od ravne trake s uskom jezgrom u ručnoj proizvodnji.
Općenito, na početku kovačke i umjetničke djelatnosti ili u tijeku kovana ograda, kapija, kapija, klupa, ljuljačka, sjenica itd. uređenje vrta za sebe, Za hladno kovanje bolje je koristiti stroj s pužnom polugom.Štoviše, može se izraditi od otpadnih materijala bez točnih i detaljnih crteža, vidi na primjer. sljedeći video.
Video: jednostavan stroj za umjetničko kovanje "uradi sam".
Kako izgraditi kovrču?
Na Internetu postoji mnogo skica kovrča za umjetničko kovanje, ali kada pokušate prilagoditi njihove veličine onima koje zahtijevate sami, često se ispostavlja da proizvod spektakularno gubi zbog naizgled beznačajnog kršenja proporcija. Stoga je također poželjno biti u mogućnosti konstruirati uzorke kovanja kovrča koje očito imaju estetske prednosti.
Predlošci za hladno kovanje umjetničkih kovrča - volute - izgrađeni su na temelju matematičkih spirala. Najčešće se koristi logaritamska spirala; to je jedan od raširenih prirodnih oblika koji izražava temeljne zakone prirode. Logaritamska spirala nalazi se iu ljušturi puža iu našoj slušni aparat, te u obliku visokotonskog ključa u notnom zapisu; iu vratu same violine.

Načelo konstruiranja logaritamske spirale po točkama je da kada se radijus koji je tvori zakrene, počevši od određenog početnog R0, za fiksni kut φ, njegova se duljina pomnoži s indeksom divergencije spirale p. Za volute p, u pravilu, ne uzimajte više od 1,2, jer logaritamska spirala vrlo brzo divergira (odmotava se); na poz. Na sl. kao primjer je prikazana logaritamska spirala s p = 1,25. Da biste lakše izgradili spiralu na točkama s dovoljnom točnošću za rad kovanja, uzmite φ = 45 stupnjeva.
U slučaju kada je potrebna gušća aritmetička spirala, kada je radijus koji je tvori zakrenut za istih 45 stupnjeva, 1/8 koraka spirale S dodaje se prethodnom radijusu, poz. B. U oba slučaja, R0 se uzima jednak ili veći od promjera d izratka jednolikog poprečnog presjeka, poz. A. Ako je početni kraj izratka zašiljen, R0 može biti manji od d, sve do granica plastičnosti metala.
Ostaje odlučiti kako postaviti vizualno skladnu spiralu sa zadanom veličinom otvora a. Da bi se ovaj problem riješio analitički, tj. koristeći formule s bilo kojom unaprijed određenom točnošću, morat ćete riješiti kubične i više stupnjeve. Računalni programi Za numerički tehnički proračun voluta nešto se ne nalazi na internetu, pa ćemo se poslužiti približnom metodom koja nam omogućuje da se snađemo s jednom radnom i, eventualno, jednom probnom grafičkom konstrukcijom. Temelji se na pretpostavci da se za male p zbrojevi R2+R6 i R4+R8 ne razlikuju mnogo. Algoritam korak po korak konstruiranje spirale za predložak za kovanje, ovo slijedi:
- Na temelju raspoloživog materijala određujemo R0;
- uzimamo broj zavoja volute w prema principu: kako Bog stavi na dušu lijeve stražnje šape ljubljene mačke;
- Koristeći podatke iz tablice na sl., izračunavamo promjer volute b tako da bude malo manji od širine otvora ispod njega a, vidi poz. G;
- Radni početni polumjer R izračunavamo pomoću formule za poz. G;
- gradimo profil volute na skali točku po točku;
- ako je potrebno, istom formulom točno podešavamo R i potpuno gradimo profil radne šablone.
Bilješka: Ako koristite tablicu za izračun srednjih vrijednosti, ne zaboravite - morate ih uzeti u geometrijskoj proporciji!
Torzione poluge

Možete uvijati šipke s vijkom za umjetničko kovanje bez stroja uopće, vidi sl. desno. Kako biste spriječili da se obradak savija na korijenskom (stegnutom u škripcu) kraju, morate postaviti drveni blok ili nešto slično s izrezom u obliku slova V na vrhu ispod kraja cijevi vodilice koji je najudaljeniji od njih; Bolje je pričvrstiti cijev na ovaj nosač stezaljkom, a postolje pričvrstiti na radni stol. Cijev bi trebala biti kraća od izratka i približno 1,5 puta šira iznutra od najvećeg promjera, jer Prilikom uvijanja obradak se skuplja i širi u širinu.
Torzioni stroj za hladno kovanje omogućuje vam povećanje produktivnosti i poboljšanje kvalitete dobivenih dijelova. Radna sila u njemu se u značajnoj mjeri prenosi na nosač, pa je potreban jak okvir, u obliku kičmenog okvira izrađenog od I-grede od 100 mm ili para zavarenih kanala iste veličine; valovita cijev će se očito deformirati. Okvir mora biti sigurno pričvršćen na potpornu površinu pomoću šapa iz istog profila zavarenih na njegove krajeve, poz. 1 na sl.

Izradak - četvrtasta šipka - također se drži trnovima-steznim glavama s utičnicama kvadratni presjek; vidljivi su tamo na poz. 1. Jer Kad se uvije, šipka se skraćuje; stezne glave u vretenu i stražnjem dijelu moraju biti sigurno učvršćene vijčanim stezaljkama. Iz istog razloga, konjica je klizna. Kako bi se omogućilo uvijanje pojedinih dijelova izratka, također se koristi klizni graničnik s umetkom s četvrtastom rupom.
Ako samo trebate napraviti ogradu za sebe ili nešto manje, možete brzo rješenje izgraditi stroj za torzijsku šipku od otpadaka i otpadnih materijala, poz. 2. Na oba stroja, u načelu, moguće je dobiti filamente stavljanjem svežnja od 4 šipke polovice veličine u uloške. Ali nemojte misliti da možete napraviti dobar fenjer ili košaru jednostavnim guranjem konjića polugom. Dobit ćete nešto poput onoga na umetku na poz. 1 i 2. Ovakve zgode Kovači nazivaju općepoznatom, a u književnom govoru neupotrebljenom riječju. Kada ga uvijate u jednostavnom stroju s torzijskom šipkom, grane niti moraju biti široko raširene ručni alati, što je teško i ne osigurava odgovarajuću kvalitetu rada.
Prekrasni filamenti (poz. 3) upredeni su na strojevima s torzijskim polugama s fiksnim konjicom i vretenom za dovod vijkom, poz. 4. Sada se vratimo nakratko na sl. s vrstama strojeva na početku, do poz. 2 na njemu. Vidite li stvar označenu zelenim uskličnikom? Ovo je zamjensko vreteno. U setu ih ima 2: glatka za spiralno uvijanje duž duge osi izratka i vijak za uvijanje niti. U ovom dizajnu, okvir je zavaren od para kanala s uzdužnim razmakom, a cipela s rupa s navojem ispod vijka za zaključavanje. Potrebna je cipela s potplatom od 100x100, jer Fiksacija stražnjeg dijela u načinu rada s niti je frikcijska i samo djelomično zaglavljena: vijak za zaključavanje pruža samo početnu silu stezanja.
O električnom torzionom pogonu

Rad na torzijskom stroju s ručnim pogonom vretena je naporan. Ali glavna stvar je stabilna kvaliteta proizvoda kao što je u pos. 3 sl. kod strojeva s torzijskom šipkom to je još teže postići. Razlog je taj što je rukama teško stvoriti ravnomjeran moment u krugu, kao kod bilo kojeg drugog pogona polugom. Stoga je torzijski stroj za hladno kovanje upravo onaj slučaj kada je upotreba električnog pogona opravdana bez obzira na sve. Najbolja opcija od otpadnog materijala - poluosovina pogonske osovine automobila sa stražnjim pogonom s parom zupčanika iz diferencijala s istog mjesta, vidi sl. desno; Samo ne zaboravite na zaštitno kućište! Motor - 1,5-3 kW i ne više od 900 o / min. Moguće su i druge mogućnosti dizajna, vidi npr. video isječak:
Video: domaći električni stroj za hladno kovanje
Spirala kao spirala

U nekim slučajevima, obične glatke, ravne, uzlazne spirale koriste se kao element umjetničkog kovanja. Napraviti opružni twister stroj za ovo samostalno je apsolutno nerealno. Ali zapamtimo: nema potrebe za oprugom spirale u kovanom uzorku i može se namotati od običnog plastičnog čelika pomoću jednostavan uređaj(vidi sliku desno). Uspon (uspon) spirale određen je rogom vrata (ispunjen crveno); Savijanjem roga gore-dolje mogu se dobiti tanje i deblje spirale. Kvadratna šipka se uzima na obradak ili okrugla, nije bitno. Također možete uvijati spirale od šipke upletene na torzijsku šipku.
Val i cik-cak
Sada imamo alate i opremu za valovito i cak-cak savijanje dugih obradaka. Stroj za savijanje i stroj za savijanje push-pull spomenut na početku ne možete reproducirati vlastitim rukama. Osim toga, prvi vam omogućuje podešavanje nagiba i profila unutar relativno malih granica, dok je drugi skup. Međutim, još uvijek možete napraviti univerzalni stroj za savijanje valova vlastitim rukama, sličan onom lijevo na sl. Morate samo naručiti valjke, oni moraju biti izrađeni od krom-nikla ili alatnog čelika; ostatak je izrađen od jednostavne konstrukcije, za spajalice i luk potreban je list (traka) od 8 mm ili više. Ograničivači su instalirani u luku kako bi se točno održao profil vala, ali se radna opterećenja u značajnoj mjeri prenose na njega; zapravo, luk osigurava bočnu krutost strukture.

Možete saviti samo glatke, ali vrlo raznolike valove dodavanjem vrata za valove pužnom stroju s rotirajućim plugom, desno na sl. Koriste se iste ručke, jer uvrnuti su u navojne utičnice na glavi vrata. Preporučljivo je odvojiti glavni (središnji) valjak i pričvrstiti ga na okvir vijcima s upuštenom glavom. U ovom slučaju, postavljanjem valjaka različitih promjera (promjera) moguće je formirati valove promjenjivog i asimetričnog profila. A ako je valjak za skretanje podesiv (za što se provjerava niz rupa na njegovom nosaču), tada se nagib vala može mijenjati u prilično širokom rasponu.
O povezivanju elemenata i slikanju
Kovani dijelovi moraju se sastaviti u jednu kompoziciju. Najjednostavniji način– zavarivanje i naknadno glačanje šavova brusilicom s brusnom pločom: deblja je od rezne ploče (6,5 mm) i može izdržati sile savijanja. Ali veze s oblikovanim stezaljkama izgledaju mnogo impresivnije, utisnute su iz trake od 1,5 mm na inercijskom žigu; Također možete vruće kovati vrlo brzo i bez iskustva, pogledajte dolje. Obujmica za obujmicu se izrađuje u obliku nosača u obliku slova U na trnu prema veličini dijelova koji se spajaju, a krilca joj se sa stražnje strane savijaju na mjestu velikim vodoinstalaterskim čekićem ili maljem od 1,5-2 kg kada hladna. Oni slikaju gotov proizvod obično s kovačkim emajlima ili akrilne boje na metalu. Emajli s pigmentom iz kovačke patine su skuplji, ali bolji: kad se osuše, imaju plemenitu, pomalo starinsku boju, ne ljušte se, ne blijede, otporni su na habanje i toplinu
Kako zaobići kamen
Oni. kamen spoticanja u svemu navedenom: oblikovani krajevi šipki; Bez njih ograda nije ograda, vrata nisu vrata, a prolaz nije prolaz. Inercijalna preša za štancanje (stavka 3 na slici s vrstama strojeva) je skupa, ali učinkovita. Radi na principu zamašnjaka: najprije se laganim okretanjem klackalice (šipke s utezima) udarna igla vijka povlači unazad do kraja. Zatim se zamjenski žig umetne u utičnicu i postavi praznina. Zatim brzo zavrte klackalicu u suprotnom smjeru (ovo je opasan trenutak!) i ostave je da se slobodno okreće - radni hod je započeo. Na kraju udara udarač vrlo snažno udara u dršku marke; Zbog inercije tereta razvija se sila dovoljna za utiskivanje.

Opterećenja, posebno udarna, u inercijskom stroju za štancanje su velika i javljaju se na malim površinama, a preciznost izrade njegovih dijelova mora biti visoka, pa je bolje to učiniti sami i ne pokušavati. Moguće je i sami napraviti ručnu valjaonicu, pogledajte sl. desno, ali samo djelomično: valjake od specijalnog čelika, vratila i ležajne čahure treba naručiti, a zupčanike kupiti ili potražiti rabljene. Na takvom mlinu možete proizvoditi samo guščicu i vrhove listova (koplja), a po njihovim vratovima će se odmah vidjeti da je to strojni rad.
U međuvremenu, isti, i neki drugi, vrhovi štapova mogu se vruće kovati, a da niste iskusni kovač. Dobar, jasno ručno izrađen tip-list jednostavno se kuje maljem i čekićem, a žig za kovanje (žig) za noge izrađuje se od neupotrebljive turpije u kojoj se brusilicom biraju utori. Trebate li kovačnicu za ovo? Za epizodno mali rad uopće nije potrebno; glavna stvar je zagrijati metal. Propanska baklja nije prikladna; zagrijavanje treba biti ravnomjerno sa svih strana i bez pregaranja. Dakle, dolazimo do zaključka da se hladno i vruće kovanje međusobno ne isključuju: kako bi se dobili visokokvalitetni proizvodi pomoću jednostavnih strojeva za hladno kovanje ili čak improviziranim sredstvima, ne bi škodilo dodati malo krivotvoriti od otpadnog materijala.